


Выставка "МЕТАЛЛООБРАБОТКА-2024"
Приглашаем посетить совместный стенд АО «Балтийская Промышленная Компания» (управляющая компания) и Станкостроительного Завода «Саста» на 24-й международной специализированной выставке «Оборудование, приборы и инструменты для металлообрабатывающей промышленности» - «Металлообработка-2024» в г. Москва.
🟦 Выставка будет проходить в ЦВК «Экспоцентр», по адресу: г. Москва, Краснопресненская наб. д. 14, Павильон №2, зал №2 - стенд №22D60.

🟦 На стенде будет представлено следующее металлообрабатывающее оборудование РОССИЙСКОГО ПРОИЗВОДСТВА «САСТА»:
- ПРЕМЬЕРА - НОВЫЙ фрезерный обрабатывающий центр мод. ВМС1300, размер стола 1500х660 мм, ВТ50;

- Токарно-фрезерный обрабатывающий центр мод. НТ500С10Ф4 с осью Y, max диаметр и длина обработки Ø600х1000 мм;

- Токарно-фрезерный обрабатывающий центр мод. НТ250С05Ф4 c осью Y, max диаметр обработки Ø210 мм.

🟦 Также буду представлены металлообрабатывающие станки иностранного производства, включая пятиосевые обрабатывающие центры.
Показать полностью
4


Заметки при планировании трубопроводов подачи сжатого воздуха, чтобы повысить эффективность давления
Когда планируешь систему воздушных трубопроводов, обычно концентрируешься по соединениях. В конце концов, это те места, где чаще всего происходят утечки. И большинство полагает, что именно утечки наносят наибольший ущерб эффективной работе системы. Однако, это не обязательно именно так!
Вот 3 фактора, которые влияют на давление в системе еще более негативно, чем утечки:
1. Острые углы
Острые углы в трубопроводе замедляют воздушный поток. Представьте поток сжатого воздуха как трафик на дороге: когда вы поворачиваете под острым углом, вы замедляетесь. Выход из-за поворота требует концентрации, вам необходимо потратить больше усилий, чтобы повернуть, и учесть неожиданные объекты на повороте.
Воздух не может думать или управлять, поэтому, изгиб в трубе отталкивает воздух от внутренней поверхности, что приводит к потере энергии. Оптимизированный поток воздуха известен как «ламинарный», в то время, как извилистый путь воздушного потока называется «турбулентным».
Турбулентность приводит к скачку давления и заставляет компрессор работать на повышенных мощностях. Избегайте углов 90 градусов, насколько это возможно. В противном случае они ведут к турбулентности потока и снижают подачу давления. Самым эффективным является прямой поток воздуха! Избегайте острых сгибов, старайтесь не делать сгибы более 30 – 45 градусов!
2. Влага
Вода разъедает некоторые виды труб, приводит к образованию хлопьев, которые препятствуют потоку. Эти хлопья ржавчины вкупе с паром переносятся к конечному оборудованию и могут засорять форсунки и те материалы, для которых используется подача сжатого воздуха.
Более того, внутренняя поверхность ржавой трубы грубеет, что также способствует созданию турбулентного потока воздуха и сокращению давления воздуха.
Влага – неизбежный побочный продукт сжатого воздуха. В окружающем воздухе содержится определенный уровень влаги. Когда этот воздух сжат, вода в нем уплотняется из парообразной формы в жидкое состояние.
Есть простой способ сократить количество влаги в трубопроводе: изменить источник питания на входе компрессора. Вода, получающаяся от сжатия, весит больше, чем сжатый воздух, который способствует ее выделению. Если воздух всасывается из верхней части компрессора, вместе с ним всасывается меньше влаги.
Этот способ позволяет сократить количество влаги, но есть лучший – высушивать воздух перед его подачей в компрессор. Процесс высасывание влаги после сжатия воздуха требует, чтобы воздух прошел через осушители, а это также может сократить скорость воздушного потока, что, в свою очередь, ведет к снижению давления.
Для решения этой проблемы многие рекомендуют использовать доохладитель. Охлаждая воздух, который вышел из компрессора, вода, по большей части, уходит до того, как происходит подача в трубопровод. Грубо две трети воды в сжатом воздухе превращаются в жидкость, когда температура падает до 104 градусов по Фаренгейту (40 градусов Цельсия). Чтобы удалить жидкость из системы вашему доохладителю нужно прогнать ее через фильтр с дренажем.
С фильтром доохладителя гораздо меньше влаги попадет в воздушный поток на выходе из компрессора. Лучше удалить влаге на раннем этапе, чем позволить ей циркулировать в системе.
Охладители, фильтры и осушители – критически важные элементы системы подачи сжатого воздуха. Влага может быть неотъемлемой частью системы сжатого воздуха, но это не означает допустимой!
3. Закупорка
Если внутри трубопровода есть коррозия, то внутренняя поверхность отслаивается и создает закупорку. Самые основные точки ограничений – это те места, где расположены соединители, клапаны и устройства типа датчиков и осушителей. Все эти компоненты могут уменьшать диаметр трубы, и они также аккумулируют твердые частицы из воздушного потока. Скопление твердых частиц снижает доступное давление ниже по потоку, а также увеличивает давление вверху потока.
Неизбежное содержание твердых частиц в потребляемом компрессором воздухе требует наличия воздушных фильтров. Так же, как и с осушителями, лучше установить хороший воздушный фильтр перед компрессором, это позволит удалить твердые частицы, которые засоряют устройство и форсунки.
Засорений можно избежать, просто выбирая правильный материал трубопровода. Самая простая опция – материал, не подверженный коррозии.
Больше информации для инженеров на канале "Промышленный воздух": https://t.me/+d3rCF7rJPgs0YmRi

Три фактора, негативно влияющие на давление воздуха в трубопроводе при подаче сжатого воздуха станкам и механизмам
Показать полностью
1

Метизы из нержавейки



Показать полностью
3
Адаптеры для тормозных суппортов

Готовятся к отправке


Используются для установки более мощных тормозных суппортов на авто
Показать полностью
2
Резьбовой сегмент Tr40x3
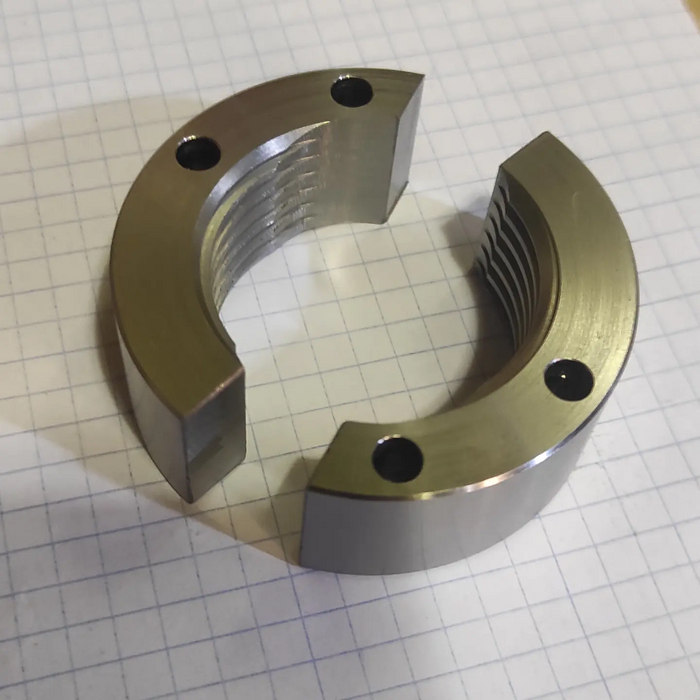
Твердость 40 hrc


Ставится в такой корпус, который используется при балансировке колес
Показать полностью
3

Как наносят полимеры на сталь в цехе покрытий металла
Прямо сейчас нас ждет процедура полимеризации. Вы готовы? Подождите, зачем вы тянете руки за нейроконнектором «Мысль». У нас в планах сегодня чуть другая полимеризация. Полимерная вакцинация из «Атомного сердца» это хорошо, но работа агрегата полимерных покрытий на Череповецком металлургическом комбинате еще лучше (и современные умные технологии и нейросети тоже будут). Заодно пора опровергнуть мемасик из двухтысячных и показать, что у нас в стране с полимерами все хорошо :)
Готовы? Тогда отправляемся в цех покрытий металла №3. Именно тут на сталь наносят полимерные покрытия (а в соседнем помещении и оцинковку делают, но это у нас в планах через пару дней).

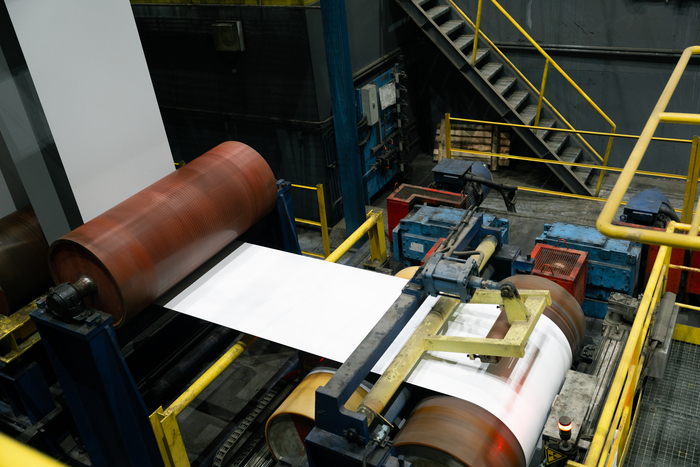
Все начинается с двух разматывателей. На них подаются рулоны стали. Откуда они берутся? Рекомендую прочитать мои предыдущие посты, особенно про стан «2000»
Рулоны разматываются и подаются на линию агрегата. Вес такого рулона может доходить до 30 тонн
Зачем сразу два разматывателя? Это нужно для непрерывности производства. Пока один разматывается, второй уже устанавливается.

Лично для меня самый интересный момент на начальном этапе это сшивка рулонов. Именно благодаря этой процедуре мы получаем практически бесконечное металлическое полотно.

На всем агрегате установлено огромное количество датчиков. И если в недалеком прошлом все приходилось делать на глаз, то теперь все параметры измеряют лазерные датчики.
Благодаря получаемой от них информации, на концах рулона гильотинными ножницами вырубаются участки, с помощью которых на сшивной машине один рулон крепится к другому с помощью специального пресса и так до нужного момента, пока не надо будет заменить материалы для нового заказа.
Объединение происходит за счет создания двух рядов замков и дальнейшего их закрытия.
Оператору остается только проверить качество полученного шва.

Далее металл поступает на входной вертикальный накопитель. Если вы видели на фотографиях высоченный станок, более похожий на многоэтажный дом — это именно он.
Вместимость такого накопителя — несколько сотен метров.
С него полоса подается на участок обезжиривания. Он нужен для удаления всех загрязнений с металла.
На первом этапе происходит щелочное обезжиривание полосы. Далее очистка щеточными роликами, промывка деминирализованной водой в специальных емкостях, обдув воздухом. И в финале сушка полосы в сушилке.

После всех процедур по обезжириванию лента поступает на участок конверсионного покрытия. Там на двухвалковой машине наносится химический раствор (на одну или обе стороны)
Слой, образовавшийся в результате этой процедуры, повышает коррозийную стойкость. И адгезию металла с полимерным покрытием.

Теперь лента попадает в помещение коутера. Мы с вами можем увидеть происходящее там только через стекло.
Тут на нашу металлическую полосу наносят слой грунта.
На роликовых машинах в зависимости от требований заказчика могут нанести разные виды лакокрасочных материалов. Уровень блеска тоже корректируется в зависимости от пожеланий.
Сначала наносится грунтовочное покрытие на обе стороны нашего металла, после чего наносится уже второе покрытие.

Металлу пора в печи сушки. В цехе их две. В каждой по 5 горелок (а сама печь 54 метра)
За печами ванны с деминерализованной водой.
В первую печь наша лента попадает после нанесения грунта. После процедуры она по специальной линии возвращается в помещение коутера, где наносится лицевое покрытие. Далее во вторую печь для сушки.

Лента теперь будет поступать на вертикальный выходной накопитель. Он по размерам как входной, но выходной :)
Готовая лента поступает в помещение инспекции полосы. Ее ждет аттестация.
Может вы помните, что в моих репортажах с текстильных производств очень часто была история и фотография, как несколько сотрудниц стояли возле бесконечно движущейся полосы ткани и искали там брак. На мой вопрос, а нельзя ли на этот функционал поставить роботов и технологии, мне всегда улыбались и говорили, что человеческий глаз лучше всего подходит и вообще я ничего не понимаю в колбасных обрезках.
Но как оказалось, на «Северстали» вложили денежки и теперь людям часами не надо стоять у полотна и искать возможные мельчайшие элементы брака.
Я же обещал вам рассказать про современные технологии — получите и распишитесь.
На комбинате существует система автоаттестации Sherlock (даже интересно, какой персонаж детективов и за какие качества вдохновил разработчиков на такое название)
Разрабатывать проект по цифровому контролю качества начали создавать еще несколько лет назад . Полное его внедрение запланировано через 3-5 лет.
Проанализировав большое количество данных поняли, что человеческий фактор повышает вероятность пропуска брака. Как было сказано в одном фильме: «Все мы немощны ибо человецы суть». И его постарались минимизировать. Заменив человеческие глаза видеокамерами, фиксирующую всю поверхность.
К ним они разработали систему измерения в потоке. Так что в следующий раз когда на текстильных предприятиях мне будут затирать, как глаз-алмаз отслеживает все на ткани, движущейся со скорость несколько десятков метров, я буду орать гиеной.

Кроме этого создали прогнозную модель, «предсказывающую» по ряду показателей наличие дефектов, находящихся внутри полосы металла. Она создана, поскольку даже видеокамера на такое неспособна.
Отдельно работает система слежения за металлом, фиксирующая местонахождение продукта по узлам агрегата в каждую единицу времени. К ленте металла (да и к продукции других цехов тоже) привязываются снятые измерителями данные. Так что потом можно найти и удалить проблемный участок.
Данные по итоговой автоаттестации поступают оператору, а тот в свою очередь решает как действовать дальше.

Sherlock обеспечивает контроль 100% продукции и минимизацию ошибок, связанных с человеческим фактором и обладает инструментами для поиска первопричин отклонений по качеству, анализа трендов и построения моделей, обеспечивает доступность данных для любого пользователя и возможность быстрого подбора заказов для продуктов и продуктов для заказов.
По данным комбината с 2018 по 2022 доля поступивших претензий по видам продукции, охваченных системой, снизилась на 55%.

На выходном участке удаляются швы, которыми соединялись ленты. После она на автоматическом режиме заходит на моталку и появляется рулон готовой продукции.

С помощью крана рулон отправят на упаковку.

В цехе есть своя большая лаборатория, в которой проверяют качество металла и покрытия. Это делается по множеству параметров и напоминает настоящее колдунство.
Данные каждой проверки заносятся как в электронном виде в базу, так ив бумажные журналы.
Вот такая у нас с вами получилась интересная полимеризация с бонусом современных технологий.
Потерпите несколько дней и вас ждет ванна с расплавленным цинком и другие вкусности.
P.S. Ваш царский-королевский лайк и подписка мотивируют меня не валяться на диване и отправляться на новые производства. Верую и уповаю, что вы их не пожалеете
Показать полностью
14
Есть ли программы для не типового производства?
Всем привет! Прошу совет у самых умных, т.к. я туплю по страшному)
Работаю сметчиком в металообработке 9 лет и год еще был в полиграфии. Училась не на сметчика, так вышло).
За все время работы в нескольких компаниях считала в Excel (у каждой компании свои расчетные таблицы, но все они +/- идентичные). Ни о каких ГрандСмет, смета.ру и т.д. речи не было. Смотрела недавно: там для типового производства идентичных продуктов, строительства и т.д. У нас же все заказы уникальные...Сегодня варим шкаф, завтра оборудование для школьного кабинета, потом держатели для мыла, а еще таблички для водолазов, ценники для ЦУМа, полку для обуви, а день заканчиваем комплектом изделий для коммунальных машин и т.д... Неужели в этом случае только писать программу с 0 под производство? Может кто знает какую-то готовую базу с возможностью доработки под производство?
Компания, в которой я сейчас работаю, как раз переходит от большого объема мелких и средних заказов на крупные, некоторые годовые. И эти крупные проходят через меня. Уже пару заказов подготовила, но это просто издевательство работать в расчетной таблице, которая удобна для мелких заказов, а в ней проводить крупные на несколько сотен разных изделий, комплектующих и т.д. Пока есть время и возможность, хочу и сама чему-то научится полезному и "причесать" расчеты, что бы было удобно работать с большими проектами. У нас есть еще расчетчики, я их обучала с 0, вообще есть перспектива сделать адекватный современный расчетный отдел, а не как сейчас с кучей пересохранений и телодвижений. Пыталась найти что-то близкое через поиск несколько раз, но ничего не вышло...