




Столярка за три года. Сварка за три дня
Всем привет. Работа с деревом понемногу начала получаться, а значит пора взяться за что то совсем другое)))
Срочный заказ застал врасплох. Сварить арки и кофейные автоматы.
Швы должны быть под покраску, а варил до этого только один раз и не в чистовую.
Решено было варить в теплом помещении столярки(на полу линолеум, на стенах пена на швах.) Да и само помещение столярки как бы не предусматривает подобные работы.
Очистил угол, на пол постелил тонкие листы металла, взятые в знакомом месте не совсем честно, но там их выбросили, а мне нужнее.
Вместо сварочного стола было решено собрать стенд на стене, ввиду экономии места и больших габаритов деталей.

Стенд собой представляет вертикальную трубу закрепленную к стене на анкера на расстоянии от стены, горизонтальную трубу и диагональную через уголки так же на анкерах.
На вид конструкция простая, но мучился с ней большую половину дня, так как все плоскости выводил по лазерному уровню, а закрепить на анкера трубу на расстоянии от стены так что бы получить идеальную плоскость и одновременно угол 90 градусов, очень непросто. К тому же диагональная труба стоит строго по диагонали, что бы при перемещении кондуктора сохранять углы, и можно было например сварить квадрат. Кондуктор это уголок на диагональной трубе.
Все сошлось, опробовано, работает, разве что варить внизу не очень удобно, но не имея сварочного стола. Это лучше для маленькой мастерской.
Позже к стенду были добавлены трубы которые смотрят вперёд и создают третью плоскость и уже можно варить объемные штуки. Эти трубы регулируются что позволяет выставить прямые углы к тому же можно сдвинуть или раздвинуть под габариты.

За швы не ругайтесь, в голову не пришло что можно настраивать аппарат на куске трубы, а не на детали где нужны идеальные диагонали и швы))
Если есть те, кто мечтает о сварочном столе, знайте, что есть тот, у кого есть сварочная стена!
Ещё не могу не рассказать о другом помощнике в сварке в столярке.

Ленточная пила по металлу Sturm. Штука просто нереально крутая. Сама пила очень неплохо собрана. По станине она скорей как на типичных монтажных пилах с абразивными дисками.
Пилит очень тихо, быстро, мягко. И что самое главное без искр. Просто сыпится мелкая стружка прям в районе пила.
По точности обычной ушм так почти нереально отпилить, да и монтажной пилой оказывается тоже. Вообщем эта штука стоит очень недорого. Сейчас взял бы такую даже если стоила в два раза больше, надеюсь не увидят маркетологи Штурма.


Станину под пилу планирую заменить на стационарную с выдвижными боковыми упорами и более удобной регулировкой угла реза. А так просто пушка, советую каждому.
И сама работа.




Серые это кофейные автоматы ещё в процессе сборки.
Столярка тоже не простаивает, но 90% времени работает чпу фрезер из прошлого поста.
Показать полностью
9


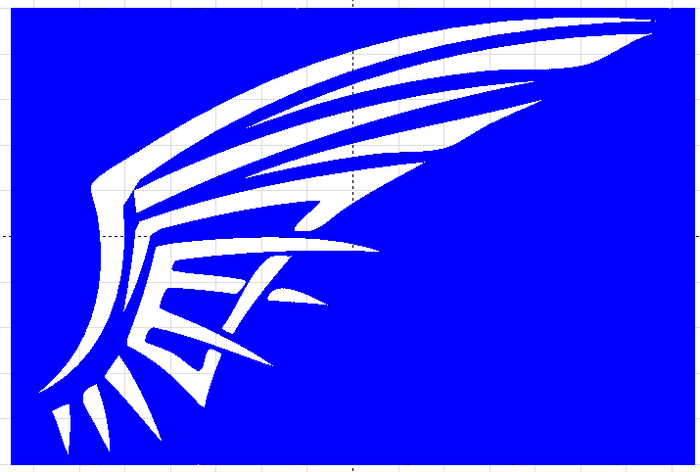
Глубокая лазерная гравировка на примере клише для тиснения
Данная тема как бы небольшой анонс для следующей темы (пока не знаю, когда до нее руки дойдут), в которой я постараюсь разобраться с различными способами гравировки заливок (так называемые: однопроходные, прерывистые змейки, сплошные змейки, пунктирные змейки и контурные). Для каких типов маркировок и гравировок лучше применять ту или иную заливу.
Ну а в этой теме на примере гравировки клише для тиснения кожи попробуем сравнить 2 типовых метода такой гравировки (сплошная и прерывистая змейка): скорость гравировки, качество боковых граней, глубина гравировки.
Задача предстояла достаточно сложная: сделать небольшое клише размером 15х10 мм из латуни. Сложность заключалась в том, что в некоторых местах ширина гравировки составляла 0.01-0.02 мм (одна сотая миллиметра!). Глубина гравировки должна быть не менее 2 мм (Если не сложно, могут ли кожевенники это подтвердить? А заодно рассказать о требованиях к качеству поверхностей клише?).
Напоминаю, что гравировку произвожу оптоволоконным лазером, работающим в ИК диапазоне, на базе источника JPT 30W M7 (MOPA) 30 Вт (Не реклама!).
Линза с рабочим рабочим полем 100х100 или 110х110 мм (к примеру F160) по данным разных производителей имеет глубину фокуса (глубину, на которую лазер может выгравировать материал) от 1.5 до 2 мм (при старте из расфокуса можно выполнить гравировку до 4 мм, но с небольшими танцами с бубном, я об этом писал в каком-то старом своем посте) , но диаметр луча лазера в фокусе составляет от 0.03 до 0.035 мм (к примеру https://sharplase.ru/dopolnitelnye-optsii/fokusiruyushchie-l... Не реклама!), что в моем случае не подходит. Но многие, и правильно это, делают клише как раз на таких линзах.
Линза с рабочим полем 50х50 или 60х60 мм (к примеру F63) по данным разных производителей имеет глубину фокуса 1-1.2 мм (какой-же реальной глубины гравировки можно добиться - будем выяснять в этом посте), а диаметр луча лазера в фокусе от 0.016 до 0.018 мм, что то же как бы не подходит, но деваться мне некуда, так как линз с меньшим диаметром лазера в фокусе (для маркираторов) я в продаже не встречал.
Скажу сразу - этот эксперимент с этой линзой (F63) ставлю впервые. До этого пользовался линзой F160.
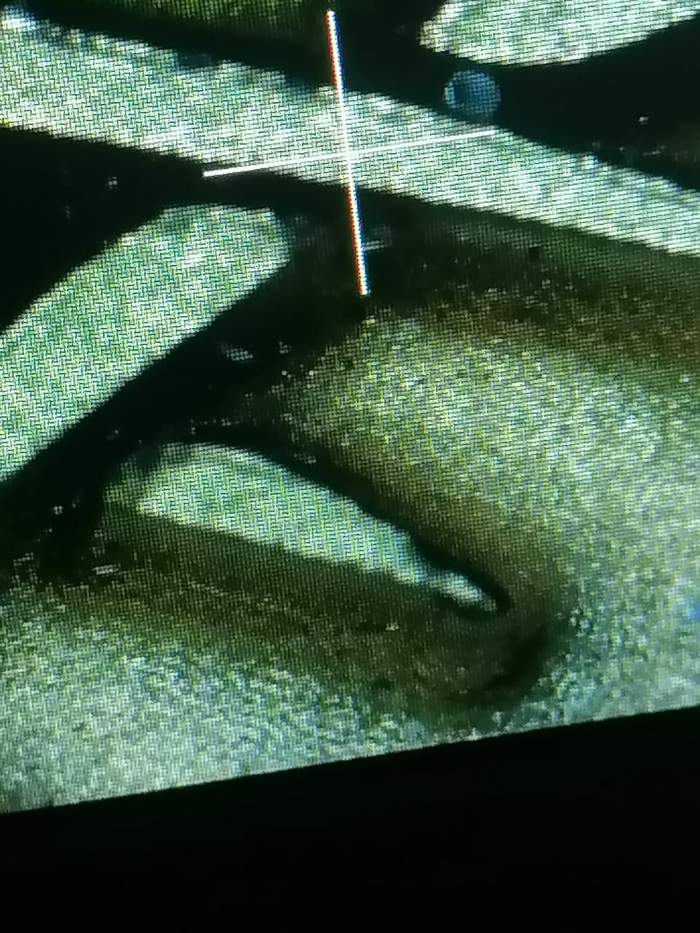
Рисунок имеет следующий вид
Гравируемое изображение
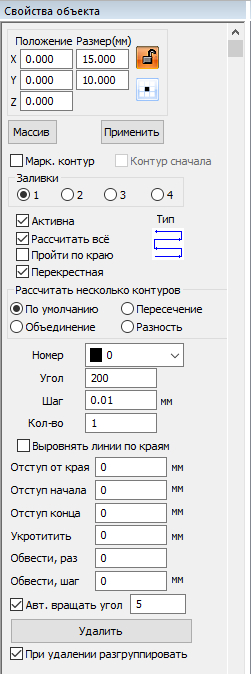
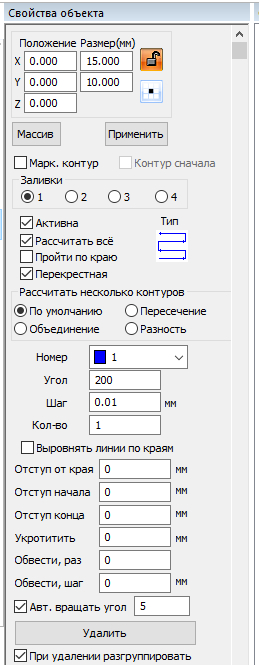
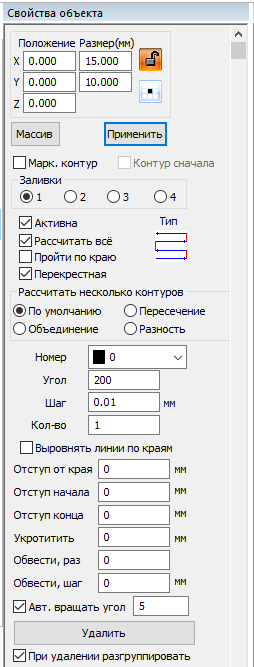
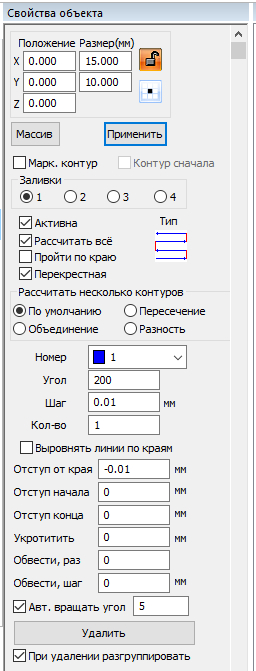
В настройках заливки ставлю шаг 0.01 мм, перекрестный способ и сплошную змейку (жесткий режим, но мне нужно понять, на какую глубину можно забуриться). Так как узких мест у меня на клише много, и во все нужно залезть, делаем поворот после каждого прохода 5 градусов. Создаю еще 2 слоя с углом поворота относительно предыдущего 30 градусов, а также слой чистки. По наитию и опыту буду делать 40 повторов сего непотребства, после чего будет проход сплошной чистки и полировки с шагом уже 0.005 мм (полируется только верхняя грань, так как в расфокусе режим полировки работает плохо. Но качество дна для клише нахрен не нужно). Мощность гравировки ставлю ~ 24 Вт (80% от номинальной), чистки мест гравировки 30%, сплошной чистки 20% (для полировки свои режимы и они тут не так важны).
Гравировка
Чистка
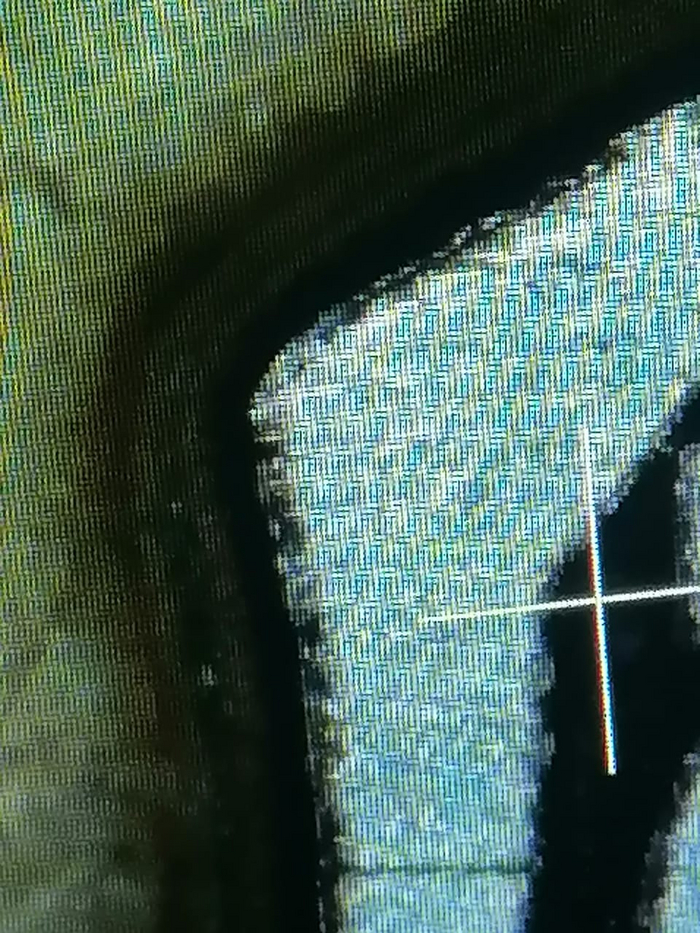
Вот тут наглядно видны узкие места и плотность заливки.
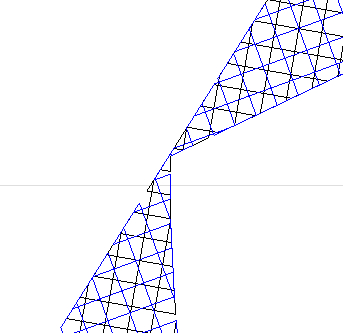
Сетка заливки
Начинаем пилить, традиционно стартовав из фокуса. Видео ускорено в 25 раз.
Специально не стал удалять звуки лазера и ставить музыку, чтоб все почувствовали эти прекрасные трели. Слабонервным следующее видео не смотреть и не слушать!
В общей сложности было произведено 40х2х4=324 прохода, из которых 240 проходов гравировки, 80 проходов чистки мест гравировки, 2 прохода сплошной чистки и 2 прохода сплошной полировки. Время сего непотребства ~ 52 минуты.
Для начала измеряю глубину гравировки
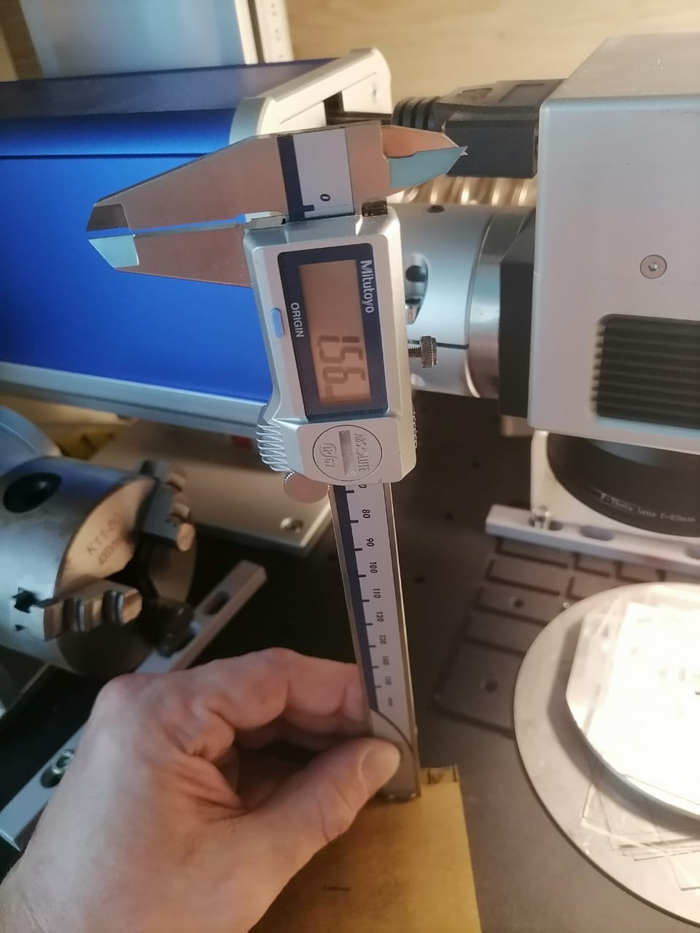
Глубина гравировки при старте из фокуса
Ух ты ж. Целых 1.5 с копейками миллиметра. Меньше, чем нужно, но больше, чем обещает производитель линзы.
Посмотрим в микроскоп.
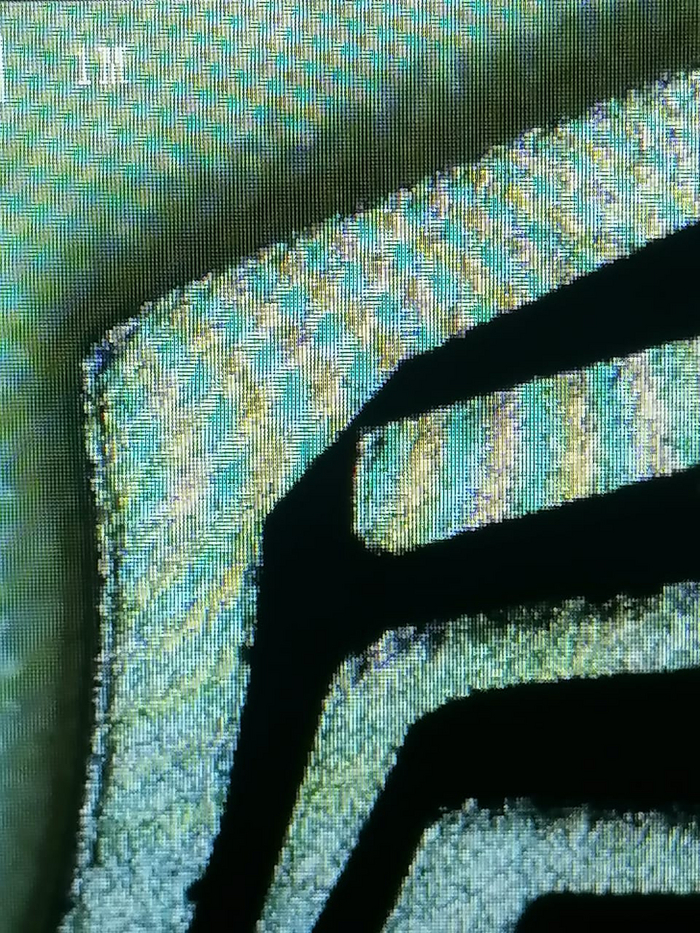
После отмывки Пемолюксом (Не реклама!) и продувки "ротом" (ну нет у меня компрессора со сжатым воздухом) стало немного виднее (да хрен там).

Видно, что верхние грани практически не подпалены, боковые внешние грани чистые, внутренние (узкие) подпаленные.
Ну'с, меняю технологию.
Стартую из расфокуса ~0.5 мм;
Мощность гравировки уменьшаю до 21 Вт (70% от номинальной);
Способ гравировки (и чистки) меняю из сплошной в прерывистую змейку (так во время переходов меньше стартовый импульс и меньше нагрев металла, но подробнее в другом посте)
Чистку мест гравировки делаю уже не через каждые 6, а через каждые 2 прохода гравировки с отрицательным припуском 0.01 мм.
Последние проходы чистки и полировки повторяю 2 раза и уже с шагом не 0.005, а 0.003 мм.
Новая гравировка
Новая чистка
Соответственно, увеличиваю количество повторов, чтобы количество проходов гравировки было уже не 240, а 360 (180 повторов циклов перекрестной гравировки).
Повторяю процесс (полное видео уж снимать не буду, но на первых ~ 5 проходах лазер еле-еле слизывает металл, так как стартует практически за пределами верхней границы глубины фокуса. Потом уже процесс ускоряется до момента вхождения обрабатываемой поверхности в фокус, а потом стандартно замедляется как и ранее). Процесс идет значительно медленнее из-за способа заливки (прерывистая змейка вместо сплошной). Ну и понятно, что увеличено количество повторов проходов чистки.
Где-то на 160 проходе я увидел, что те самые узкие места все равно забиваются шлаком (А все потому, что не остается места для выхода шлака. Лазер запекает его обратно). Но эксперимент надо закончить.
Где-то на 350 проходе (из 360) лазер латунь уже начал лизать, а не гравировать (расчет мой в необходимом количестве проходов был почти идеально точным), но останавливать его я не стал. Хоть микроны, но пусть снимает.
Общее время этого действия составило уже 2 часа 10 минут.
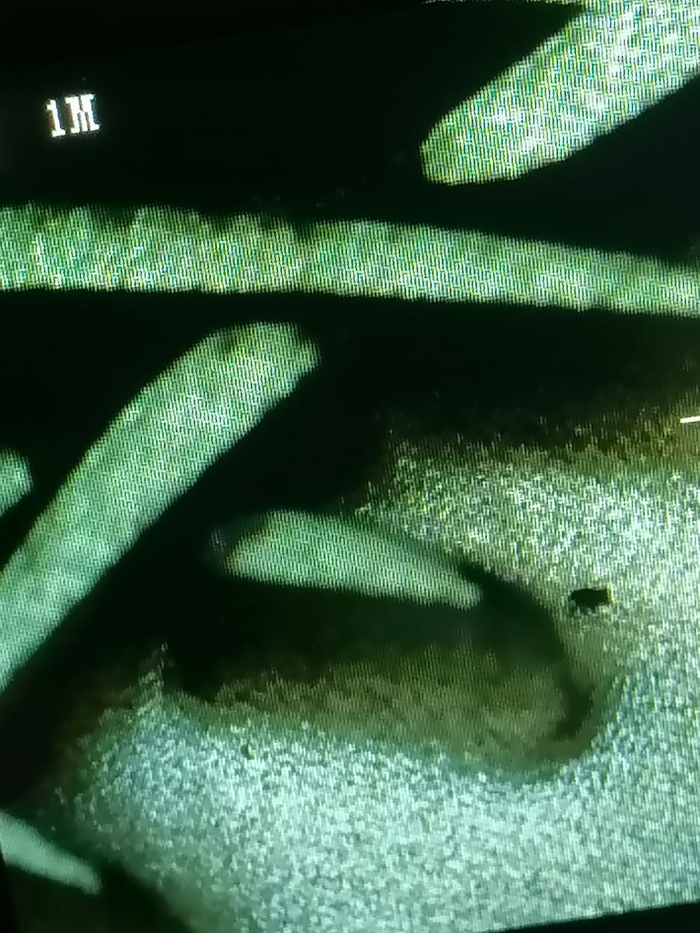
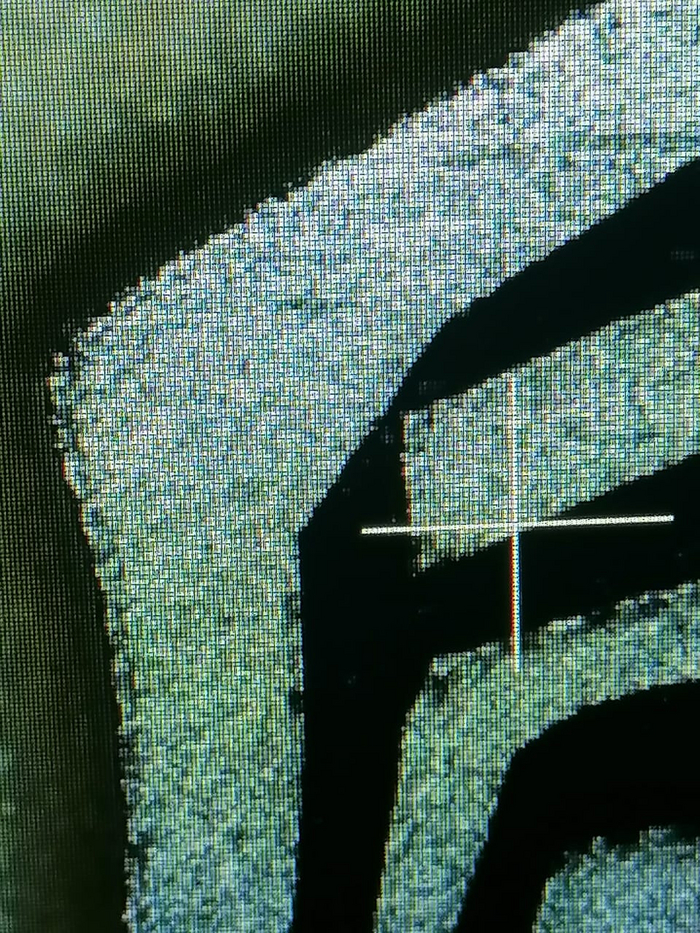
Измеряем глубину

А что с качеством (после промывки с Пемолюксом и продувкой ротом)?
Верхние грани подпалены уже сильнее. Причина - старт из расфокуса.
Шлак из узких мест никуда не делся, так как уже выше писал: все потому, что не остается места для выхода шлака. Лазер запекает его обратно.
Максимальная (?) глубина гравировки на линзе F63 c заявленной глубиной фокуса 1 мм составила более 2 мм.
Сравним результаты.
Какие могу сделать выводы я?
Если очень нужно, то можно заглубиться больше чем на глубину фокуса;
Для гравировки узких мест нужно искать режимы лазера или иные способы для удаления шлака при гравировке. На мой взгляд должно оставаться как минимум 0.2-0.3 мм для нормального удаления шлака без танцев с бубном.
А подойдут ли такие клише для тиснения кожи, сказать смогут лишь только кожевенники. У меня, к сожалению, нет кусков светлой кожи, а клеймо на своей заднице я ставить не хочу.
Кстати, а какие все-же материалы для клише вы считаете наиболее правильными? Латунь, авиационный алюминий или нержавеющую сталь? Или все же магниевые сплавы?

Ищу токарный станок или токаря для доводки заготовок.
Показать полностью
17
8

В Питере шаверма и мосты, в Казани эчпочмаки и казан. А что в других городах?
Мы постарались сделать каждый город, с которого начинается еженедельный заед в нашей новой игре, по-настоящему уникальным. Оценить можно на странице совместной игры Torero и Пикабу.
Реклама АО «Кордиант», ИНН 7601001509


Запилил себе мангал
Эта история началась примерно год назад. Достался мне здоровенной отрезок бесшовной трубы диаметром 320мм, толщиной стенки 8мм, и длиной около 1.7м.
Практически сразу пришла идея реализовать мангал по классической газобаллонной схеме, коих в интернете миллионы. Народ берет баллоны, кроит их, сваривает в кучку получают мангал и хвастаются результатом.
Начало постройки выдалось на позднюю осень и фотографий с ранних этапов я не нашел. Начал как и все с раскроя трубы. Хватаем болгарку, размечаем, режем. От широты души взял длину мангала ровно метр. Выпилил крышку. Боковые стенки вырезал из металла толщиной 4мм. Выточил дубовую ручку, сделал для нее крепеж на крышку мангала. Все это сварил в кучку и отложил работы до следующего сезона.
В новом сезоне продолжил и, так как сварщик я так себе, одновременно очень много зачищал сварные швы.

По периметру крышки приварил стальную полосу шириной 40мм. Все аккуратно зачистил и повесил на петли. Получилось примерно так


Где-то после этого этапа у меня появился полуавтомат и на зачистку швов начало уходить меньше времени. Пора было задуматься о печке. Прикинул как это должно выглядеть и начал кроить остаток трубы.

Все по той же схеме с мангалом. Крышка и дно - металл 4мм. Вырезал двери, повесил на петли. Далее в деревне были найдены наборные круги для плиты. Сверху печи прорезано отверстие для их установки. Несколько часов шлифовки сварочных швов и печка приобретает почти законченный вид.

Параллельно веду работы по изготовлению подстолья под все это дело. Еще немного времени и дверка в печке также обваривается полосой, добавляется ручка закрытия и мангал потихоньку приобретает законченный вид

За кадром осталось много работы над мелкими деталями. Все обварилось, изготовились зольник и колосники для печи, сзади сделал поддувало с заслонкой, добавился дымоход. Изготовились решетки для копчения. В общем дальше как с рисованием совы - добавилось пару мелких штрихов, и получилось вот это



Под конец остается самое приятное. Проверка работоспособности
Мангал

Печка


Копчение

Под конец хочу оговорить про достоинства и недостатки.
Конструкция получилось очень тяжелой. Вдвоем еле поднимается. Это плюс. В минус запишу крышку мангала - она тоже тяжелая, но зато ветром тебе ее не закроет на руки (но все равно надо подумать над тем, как ее закреплять в открытом положении). В мангале нету зольника и золу приходится выгребать руками. Пока даже не знаю стоит ли заморачиваться, или это плата за вкусный шашлык. Зольник для печи я изготовил так, чтобы его можно было достать через верх, а колосники разъемные и достаются через дверь.
По поводу копчения. В крышку мангала я вмонтировал китайский термометр для барбекю, но он мне не очень понравился. Показывает он точно, но у него большая инерция. Надо подумать над установкой электронного термометра. Температура при копчении регулируется закрытием и открытием поддувала на печи, но копчение утомляет, приходится постоянно открывать и закрывать его. Скорее всего опцию коптильни я буду использовать не очень часто.
Из инструментов были использованы болгарка, сварка, на поздних этапах полуавтомат, дрель.
Вот собственно моя небольшая история. Спасибо что дочитали. Буду рад ответить на ваши вопросы.
Показать полностью
13
1
Совет от самостройщика
Может кому пригодятся. Как то на Пикабу встретил пост, в котором было сказано, что для зачистки профильной трубы перед сваркой и покраской отлично подходит коралловый круг на болгарку.
Вот такого плана

Так вот, почитав товарища "Интернет", посмотрел ролики на Ютубе, решил заказать на известной площадке набор из 3-х штук, примерно 900-1000 р обошлось.
Закончив мучительный этап стройки с кирпичными колоннами на террасу, приступил к подготовке профильной трубы для изготовления фермы.
Так вот, в чем заключается совет:
1)Болгарка обязательно должна иметь регулировку скорости (мне идеально подошло 3 из 6).
2)Профильную трубу необходимо обрабатывать преобразователем ржавчины до зачистки и после.
3)Прикладывать большие усилия при зачистке не стоит.

Справа, круг, которым зачистил одну 6-ти метровую трубу 60*40, на максимальных оборотах, ошмётки периодически били ноги.
Слева круг, который зачистил оставшиеся 7 труб!
Для чего нужен преобразователь ржавчины:
1)Вся ржавчина, смазочный прокаточный материал (который хрен чем уберёшь) превращается в сухой налет, который на много легче убрать, чем пытаться зачищать без него.
2)Создаётся защитная пленка, что то типо грунта, на которую можно наносить краску.

После зачистки требуется совсем не большое количество преобразователя, чтобы в течение нескольких дней этот слой защищал от коррозии, пока идут сварочные работы.
P.S. До этого делал трубостойку, пользовался металлическим кругом с ворсом и лепестковый наждачный круг. Искры, сдирает металл, прокаточный смазочный материал особо не уходит, куча растворителя и т.д
Всем добра и успехов, надеюсь кому то будет полезно!
А так же не забывайте о технике безопасности, глаза не особо ремонтопригодные.
Показать полностью
3

Корзина для белья
Попробуем возродить «пятничное моё»?
Как сделать корзину для белья за день, а пост о ней писать три дня.

Без долгих вступлений попробую рассказать, как это делалось.
Материалы:
Профильная труба 20х20 – 4 шт, 72 см;
Прут 8 мм – 2 шт, 36 см;
Прут 8 мм – 2 шт, 32 см;
Болты и гайки – по 2 шт;
Заглушки для профильной трубы – 8 шт;
Отрез ткани – у меня был 100х180 см, этого хватило с запасом;
Лента-липучка 20 мм – 32 см;
Лента-липучка 10 мм – 64 см;
Руки-крюки – 2 шт.
Ткань у меня - дак. Это хлопковая ткань с добавлением полиэстера, водоотталкивающая.
Нарезаем профиль и прутки. Я подбирала размеры под высоту своей раковины. Габариты готовой корзины в разложенном виде 40х36х63 см.
Учитывая толщину и наложение профиля на перекрестье, одна пара прутов должна быть меньше, чтобы две рамы состыковались между собой. Соответственно, одна пара прутов – 36 см, вторая – 32 см.
На профиле отмечаем центр и сверлим. Сверлом поменьше намечаем место, чтобы все не поехало под углом, сверлом побольше рассверливаем до нужного размера. С двух сторон – для точности, не насквозь.


Примеряем на болты, смотрим, как сошлось.

Если все ок, привариваем пруты-поперечины.
Похвастаюсь новой спецовкой и выхвачу в панамку за тканевые перчатки.


Все ровно, все сошлось. Разбираем, красим и ждем, когда хорошенько высохнет, чтобы краска не обдиралась. Красила обычной Certa, черная матовая. У меня она сохла полчаса на отлип и еще час дополнительно под солнышком, все равно болгаркой ободрала, другой краске может потребоваться иное время, смотрите инструкцию на банке.
В идеале бы покрасить порошковой, но таких не имеем. Пока что)

Дальше собираем на болты, подтягиваем, обрезаем лишнее, завариваем гайки, зачищаем и подкрашиваем.

Собак грустит, потому что вместо выгула эта странная баба занимается какой-то фигней.

Следующим этапом везем всю эту радость домой и садимся шить, там уже ждёт подмастерье.

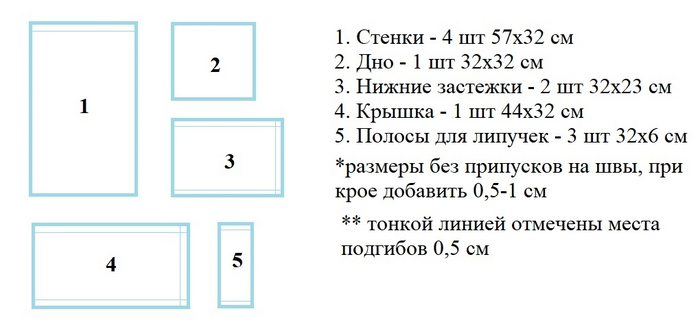
Для шить я нацарапала схемку, надеюсь все понятно.

У меня страшно кипел мозг, когда я пыталась это все собрать вместе и сейчас он снова кипит, в попытках хоть сколько-нибудь вменяемо расписать весь процесс по сборке, но я стараюсь.
Со стенками, крышками и дном, думаю, все понятно. Нижними застежками (3) именуются отрезы ткани, которые пристрочены ко дну с двух противоположных сторон и натягиваются на нижние поперечины. Вот они:

Полосы для липучек (5) будут для крепления верхней части к поперечинам, соответственно:

Их три, потому что задняя липучка пристрочена к крышке, я побоялась, что моя машинка не возьмет столько слоев, поэтому наколхозила так.
Можно ли это было сделать проще? Да! Додумалась ли я до этого в процессе? Нет! У меня всегда было туго с построением выкройки с нуля. Я нашла то, что мне понравилось визуально и дальше монстрячила по наитию, разглядывая фотографии с разных ракурсов и прикидывая, как оно может функционировать в реальности, без набитых шишек, конечно, не обошлось.
Штош. Раскроили, нужно подшить все подгибы, я про это забыла, поэтому мучилась и подшивала их на полуготовом изделии, не надо так.
Стенки (1) сшиваем между собой. Подкалываем между стенками и дном (2) нижние застежки (3) с противоположных друг другу сторон, получается трехслойный пирог, где застежки и стенки нужно сшивать лицом к лицу.

Должен получиться мешок с двумя отрезами ткани по бокам. Кот – опционально, пришивать не надо.

Полосы для липучек (5) складываем пополам и застрачиваем.

Теперь их надо пришить. Две – между передней стенкой, одну – между задней стенкой и крышкой.
Можно сколоть булавками и посмотреть, что выходит.

Прикидываем нужное натяжение и отмечаем, где пришивать липучки. Вниз я взяла полосу 20 мм, на два верхних крепления – 10 мм.

Вот так в готовом варианте выглядят верхние крепления:


И нижнее:

Остается только вбить заглушки в профиль, обрезать все лишнее и смотреть, что получилось. А получилось новое спальное место для кота.

С размерами у меня все прекрасно вписалось, кроме одного единственного упущения. Я не учла, что стоять возле раковины будет неудобно, да, поэтому корзина переедет в комнату, пока я что-нибудь не придумаю с креплением для раковины зря только новую занавеску купила в тон этой сраной корзины.

Ткань и заглушки покупала на вб, металлическая часть была собрана из того, что под ногами валяется в мастерской. Можно не морочиться с крышками и застежками, а оставить мешок и присобачить завязочки. А еще можно спереть с маркетплейса не только идею (что сделала я), но и саму корзину уже в готовом виде. Тогда обойдется без кривых рук в процессе создания)
На этом всё, спасибо за внимание :3
Показать полностью
25

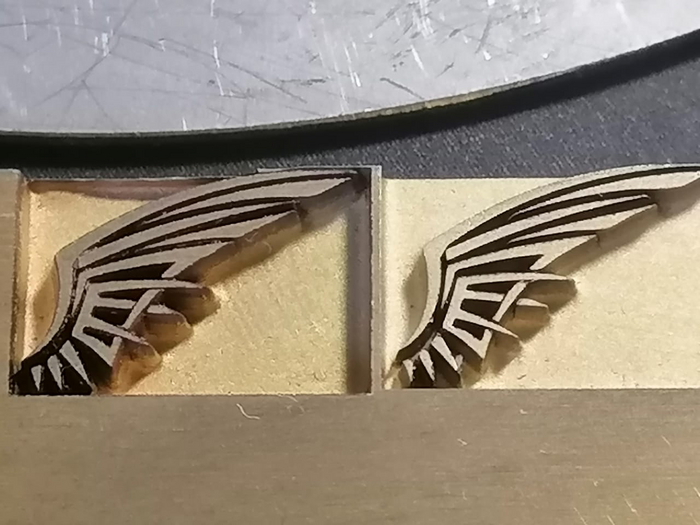
Латунные панели патинированные
Предыдущий мой пост про патинирование полосок из латуни набрал аж колоссальные 50 лайков и поэтому я решил, что надо ещё раз показать что нибудь. На этот раз это будут панели и будет видео
К сожалению, камера как то странно цвета передаёт, совсем по другому (если знаете как это пофиксить, подскажите)
Поэтому прикрепляю ещё фото результата)

С удовольствием отвечу на ваши вопросы в комментариях, спасибо за внимание!)
Показать полностью
1
1

Блестящий пылесборничек получился
Но посмотреть интересно :-)
Конкурс для мемоделов: с вас мем — с нас приз
Конкурс мемов объявляется открытым!
Выкручивайте остроумие на максимум и придумайте надпись для стикера из шаблонов ниже. Лучшие идеи войдут в стикерпак, а их авторы получат полугодовую подписку на сервис «Пакет».
Кто сделал и отправил мемас на конкурс — молодец! Результаты конкурса мы объявим уже 3 мая, поделимся лучшими шутками по мнению жюри и ссылкой на стикерпак в телеграме. Полные правила конкурса.
А пока предлагаем посмотреть видео, из которых мы сделали шаблоны для мемов. В главной роли Валентин Выгодный и «Пакет» от Х5 — сервис для выгодных покупок в «Пятёрочке» и «Перекрёстке».
Реклама ООО «Корпоративный центр ИКС 5», ИНН: 7728632689