


Вертикальное Как это сделано
248 постов

248 постов

107 постов

72 поста

151 пост

7 постов

3 поста
23 поста
21 пост
19 постов
2 поста

4 поста

2 поста

4 поста

2 поста

2 поста
3 поста

6 постов
Сегодняшний репортаж будет про Черепетскую ГРЭС, которая расположена в Тульской области. На подобных электростанциях я еще не был, потому мне интересно было узнать как все устроено внутри, и как вырабатывается электричество на таких объектах.
Отдельная благодарность донатерам прошлого поста - @LapaElovaya @gt63

Черепетская ГРЭС была построена на реке Черепеть, в г.Суворов юго-западнее Тулы, в 1953 г. Место для электростанции было выбрано по двум критериям: с одной стороны недалеко от шахт Подмосковного угольного бассейна, с другой — сравнительно недалеко от потребителей электроэнергии, расположенных в пределах Московской, Тульской, Орловской, Брянской и Калужской областей.
Для работы электростанции было построено водохранилище с целью забора воды на охлаждение технологических систем. Черепетская ГРЭС проводит периодическое зарыбление водохранилища. Так выглядит станция ночью, с противоположной стороны водохранилища.

При строительстве станции был решен ряд сложных технических проблем, создан сложный механизм (энергоблоки) с увязкой автоматической работы высокотехнологичного оборудования такого как: котлоагрегаты, паровые турбины, генераторы, питательные насосы, электродвигатели, воздушные высоковольтные выключатели, трансформаторы, комплектные распределительные высоковольтные устройства.

Для нового производства были созданы и освоены новые марки жаропрочных сталей аустенитного класса для изготовления деталей машин: паропроводов, арматуры, деталей и узлов турбин и котлоагрегатов. Строительство было начато в 1950 году, первый блок запущен в 1953 году, последний (девятый блок) — 3 июня 2015г.

На фото градирня, она служит для охлаждения использованной в системе воды, которая потом опять вернется в цикл работы электростанции. Сверху идет пар, а не дым, как я думал раньше.

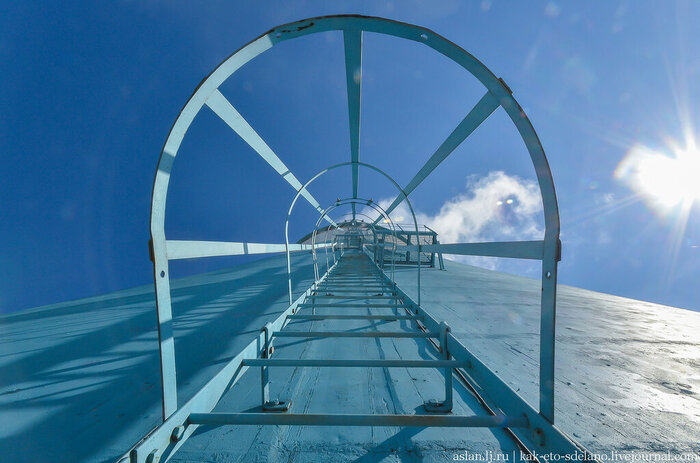
Подойдем ближе, и поднимемся на нее. Я останусь на первом уровне, а мои коллеги поднялись выше.



На фото водонасосная станция, которая берет воду из водохранилища, чтобы восполнить часть испарившейся воды в работе станции.

А эти фото внутри градирни, таким образом вода охлаждается.


На фото девятый энергоблок

В этих баках вода обессоливается, превращая ее в дистиллированную, чтобы она не испортила систему солевыми отложениями.

Вода здесь проходит различные степени очистки.

А теперь пройдем внутрь станции.

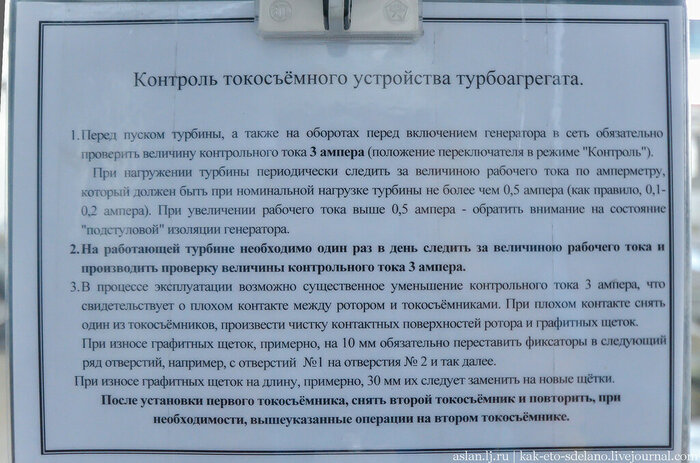
Тут сплетение труб, точное назначение которых может сказать только специалист. Раз уж мы зашли в помещение энергоблока, то начну рассказ о том, как все-таки работает и устроена ГРЭС. Изначально станция проектировалась на работу с подмосковным бурым углем, позднее, после закрытия шахт ее перевели на каменный уголь Кузбасса. Блоки №8,9 запроектированы и работают на каменном угле Кузбаса поставляемого железнодорожным транспортом.
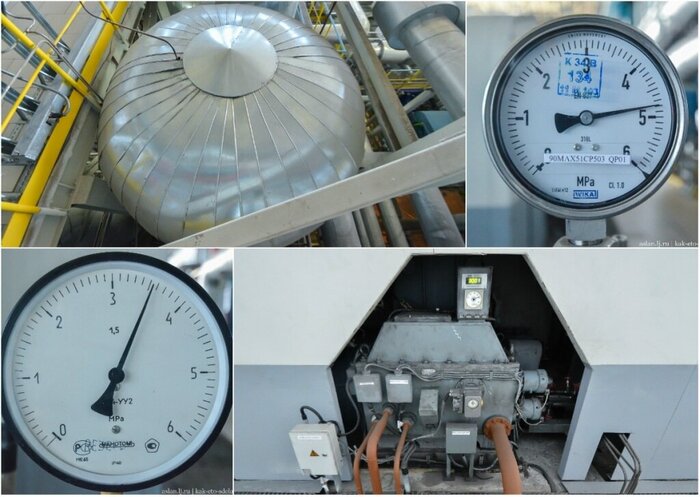
Черепетская ГРЭС – мощная паротурбинная электростанция, рассчитанная на сверхвысокие параметры пара (давление 170 атмосфер, температура 550°С).

В период с 1952 по 1966 гг. за счет монтажа четырех энергоблоков по 150 МВт и трех энергоблоков по 300 МВт мощность Черепетской ГРЭС достигла 1500 МВт. В настоящее время на станции работают 6 энергоблоков: три дубль-блока по 140 МВт каждый, два моноблока мощностью по 300 МВт каждый и два моноблока мощностью 225 МВт.

Необходимый для горения топлива воздух подается в котел дутьевыми вентиляторами. Дым, образующийся при сгорании топлива отсасываются дымососами и отводятся через дымовые трубы в атмосферу. Совокупность каналов (воздуховодов и газоходов) и различных элементов оборудования, по которым проходит воздух и дымовые газы, образует газовоздушный тракт тепловой электростанции (теплоцентрали).

Входящие в его состав дымососы, дымовая труба и дутьевые вентиляторы составляют тягодутьевую установку. В зоне горения топлива входящие в его состав негорючие (минеральные) примеси удаляются из котла частично в виде шлака, а значительная их часть выносится дымовыми газами в виде мелких частиц золы. Для защиты атмосферного воздуха от выбросов золы перед дымососами (для предотвращения их золового износа) устанавливают фильтры - золоуловители.

Шлак и уловленная зола удаляются на старых очередях обычным гидравлическим способом на золоотвалы. На новых блоках применена так называемая пневматическая система сухого золо-шлакоудаления. При сжигании мазута и газа золоуловители не устанавливаются. При сжигании топлива химически связанная энергия превращается в тепловую. В результате образуются продукты сгорания, которые в поверхностях нагрева котла отдают теплоту воде и образующемуся из нее пару.
Совокупность оборудования, отдельных его элементов, трубопроводов, по которым движутся вода и пар, образуют пароводяной тракт станции.
На фото одна из турбин, которая вырабатывает электричество.

На тепловой электростанции топливо сгорает в котле, с образованием высокотемпературного пламени. Вода проходит по трубкам через пламя, нагревается и превращается в пар высокого давления. Этот пар, имеющий давление около 240 килограммов на квадратный сантиметр и температуру 524°С (1000°F), приводит во вращение турбину. Турбина вращает гигантский магнит внутри генератора, который вырабатывает электроэнергию. Выйдя из турбины, пар поступает в конденсатор, где омывает трубки с холодной проточной водой, и в результате снова превращается в жидкость.
Вот наглядная схема того, как это все происходит.
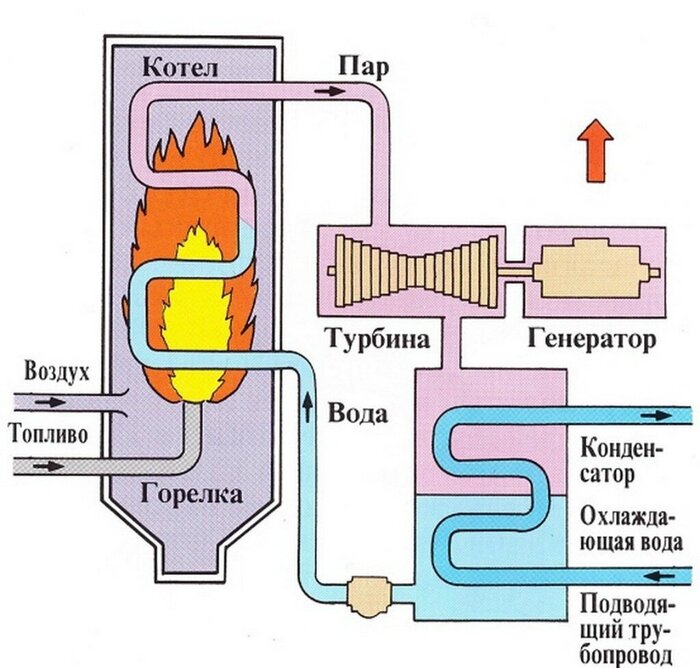
В котле вода нагревается до температуры насыщения, испаряется, а образующийся из кипящей котловой воды насыщенный пар перегревается. Из котла перегретый пар направляется по трубопроводам в турбину, где его тепловая энергия превращается в механическую, передаваемую на вал турбины. Отработавший в турбине пар поступает в конденсатор, отдает теплоту охлаждающей воде и конденсируется.

На современных ТЭС и ТЭЦ с агрегатами единичной мощностью 200 МВт и выше применяют промежуточный перегрев пара. В этом случае турбина имеет две части: часть высокого и часть низкого давления. Отработавший в части высокого давления турбины пар направляется в промежуточный перегреватель, где к нему дополнительно подводится теплота. Далее пар возвращается в турбину (в часть низкого давления) и из нее поступает в конденсатор. Промежуточный перегрев пара увеличивает КПД турбинной установки и повышает надежность ее работы.
Продолжение здесь - Как устроена ТЭЦ. Черепетская ГРЭС. Часть 2
Познавательные посты и видео о том как устроены вещи, как работают и как это сделано публикуются в сообществе Как это сделано, присоединяйтесь, там много интересного!
Автор монеты - Роман Бутин, стоят от 10тыс долларов
Первая часть, вторая часть
Вот что у нас получилось.

Зубной техник под микроскопом рихтует коронку и винир, корректирует форму.


Образцы зубов подходят идеально.


После чего винир и коронка отпиливаются от остатков керамической пресс-таблетки.

И опять примеряются на всю модель челюсти. Лишняя керамика на протезах убирается.

Далее начинается не менее интересная работа. Керамический каркас винира или зубной коронки начинает покрываться жидкой керамической массой (глазурью) с помощью кисточки. Происходит индивидуализация винира под собственные ткани протезируемого зуба, а также рядом стоящих зубов.

Покрытый такой глазурью винир кладется на минеральную вату и спекается в той же печи, где был выплавлен.

А так выглядит уже готовый винир, покрытый специальной керамической глазурью дважды.


А так выглядят зубы до и после установления виниров. Их клеят на специальный адгезивный цемент, который прочно связывает винир с тканями зуба.


Теперь и вы знаете, как делают современные коронки и виниры.
Тем, кому интересно посмотреть более подробную видеоверсию, сделал ролик
Познавательные посты и видео о том как устроены вещи, как работают и как это сделано публикуются в сообществе Как это сделано, присоединяйтесь, там много интересного!
Начало здесь - Как делают виниры и коронки
После окончания процесса диск-болванка в суппорте вынимается и из нее аккуратно достают коронку.

Ее предварительно шлифуют, убирают остатки керамики.

Позже коронку обработает другой мастер и облицует специальной керамической массой. Но этого мы сегодня не увидим, слишком долго ждать.

Ну а мы возвращаемся к нашей гипсовой модели. Сверху свежая, уже готовая, снизу старая, из которой вынули два резца, по которым сегодня будут делать коронку и винир, но уже по другой технологии.

Берем гипсовый штампик и покрываем ее одним слоем лака, чтобы закрыть поры в заготовке.

Затем компенсационный слой лака для цементного зазора, который будет использоваться при фиксации винира.

После чего вставляем штампик обратно в гипсовую модель и покрываем воском, чтобы получить восковую модель винира.


К восковой модели винира припаивается такая ножка (восковой литник).

Винир и коронку полученную таким же образом приклеивают пластмассовое основание, которое помещается в силиконовый цилиндр для получения огнеупорной формы (опока).

Берем огнеупорную массу, порошок который мы видели ранее и делаем раствор с помощью того же блендера.


Заливаем в форму с восковыми моделями.

Оставляем тут же на столе, для того, чтобы огнеупорная масса кристаллизовалась. Затем вынимаем форму из цилиндра.

И ставим ее в печь, где под высокой температурой воск просто испарится из формы, оставив в массе полости, которые заполнятся керамикой. Как это будет происходить? Смотрим далее.

А это самое интересное. Оказывается есть специальная керамика, которая плавится под высокой температурой, именно из нее будут выплавлены наши виниры и коронки. Керамика разных оттенков, чтобы максимально точно подходила под цвет зубов.

Берем такую керамическую пресс-таблетку

и помещаем ее в опоку из которой уже выплавился воск.

Сверху на пресс-таблетку помещаем прессовочный стержень и устанавливаем уже в другую печь, с более высокой температурой. Здесь керамическая пресс-таблетка расплавится и под давлением примет форму восковых заготовок.

Процесс прессования происходит приблизительно полчаса.

После того, как керамика расплавилась и форма остыла ее разрезают на две половинки.


В специальной камере гипсовую форму разрушают сжатым воздухом со специальным абразивом, чтобы достать из нее зубную коронку и винир.

Вот что у нас получилось.
Последняя часть репортажа в этом посте - Как делают виниры и коронки. Часть 3
Познавательные посты и видео о том как устроены вещи, как работают и как это сделано публикуются в сообществе Как это сделано, присоединяйтесь, там много интересного!
Продолжаю выкладывать снятые мной репортажи. Отдельное спасибо донатерам за поддержку @Vikke83 @LapaElovaya и таинственному пикабушнику, который не отметил свой ник.
Многим из нас знакома проблема с зубами. Они у нас бывают кривыми, прикус не всегда правильный, а уж о каждодневном страхе кариеса, внушаемом с экранов и билбордов, все знакомы с детства. Но сегодня будет рассказ не о том, как сверлят и лечат зубы, а о работе зубного техника, которая скрыта от наших глаз. Между тем, зубной техник - это практически скульптор, который должен с высокой точностью воссоздать искусственный зуб, чтобы тот не отличался от здорового соседнего.
Что такое зубная коронка, наверняка слышали все. Если зуб уже отжил свое, сгнил и раскрошился, то его место заменяет коронка. Раньше их делали из медицинской стали или из золота, так как эти материалы были долговечными, нейтральными для организма и не портились в кислотной среде ротовой полости.
Чуть позже на смену золотым улыбкам пришла металлокерамика (металлический каркас облицованные слоем керамики). А сегодня в тренде цельная керамика без каких-либо примесей металлов. Искусственные керамические зубы (коронки) делают на каркасе из специального материала (диоксида циркония), который долговечен и нейтрален к нашему организму.
Работа зубного техника - это кропотливый, ювелирный труд, который требует множества дорогостоящих расходных материалов и современного оборудования.
При изготовлении зубных коронок или зубных накладок (виниров) им придают тот же оттенок, градиент, форму, прозрачность, анатомические особенности, как и у собственных соседних зубов. Но при этом, протезы должны быть не только красивыми, но и прочными.
Все начинается с кресла в стоматологическом кабинете, где с ваших зубов снимают слепок.

Сперва на зубы наносят специальную жидкую массу, потом к челюсти прикладывают и прижимают металлическую форму (оттискная ложка) с силиконовой слепочной массой, на которой должна отпечататься форма зубов.

Таким образом получаем слепок, с которого будут делать коронку или винир.

После получения слепка идем в лабораторию, с кучей различного оборудования, где производят протезы.

Следующий этап рождения искусственных зубов - получение гипсовой модели челюсти со слепка.

У зубного техника как мы видим два вида гипса, желтоватый для получения модели, белый - для литья, этот этап вы увидите чуть позже.

Тщательно разводим гипс с водой в нужной пропорции, взвешиваем и размешиваем раствор специальным блендером.


После чего тщательно промазываем каждое углубление в слепке, чтобы не было пузырьков и пор, и заливаем слепок гипсом.



Потом переворачиваем формы и оставляем кристаллизоваться.

Немного отвлечемся от гипсовой модели и расскажем о том, как получают компьютерную модель, для того, чтобы потом на специальном станке вырезать мост или коронку.
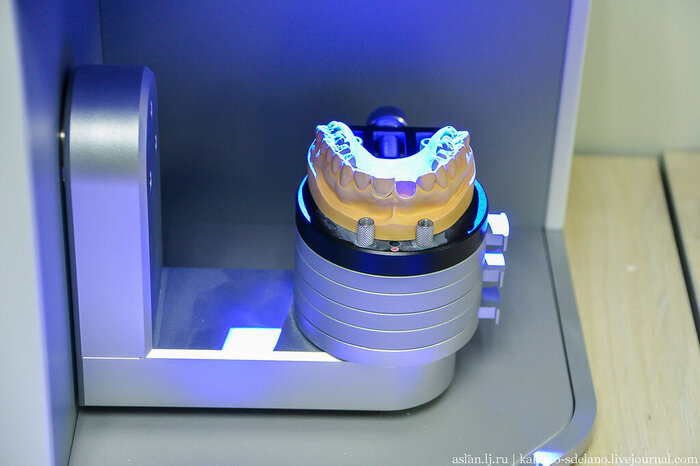
Для этого возьмем уже готовую гипсовую модель и поместим ее в сканер.

Сканер поворачивает модель челюсти под разными ракурсами, чтобы получить полноценную компьютерную модель.
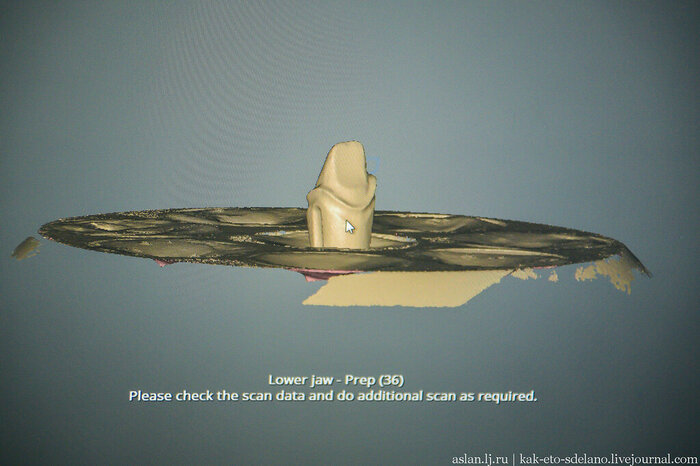
так все выглядит на экране монитора

Если нам нужно получить модель отдельного зуба для получения коронки, то процедура повторяется.

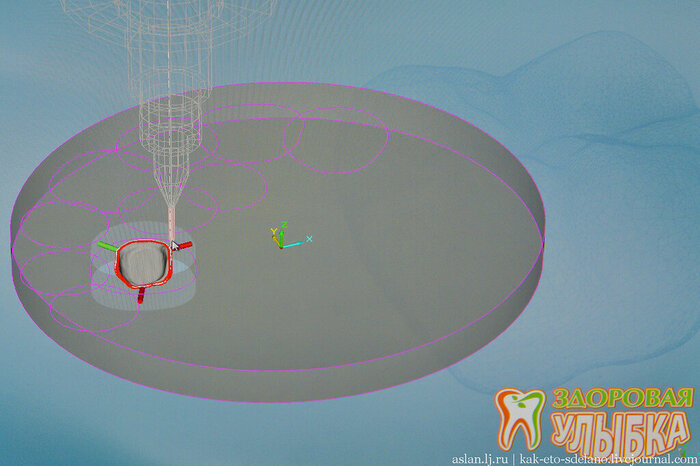
После получения нужной модели следующий этап - программирование зуботехнической фрезерной установки. На компьютере моделируется процесс высверливания коронки из пластины.
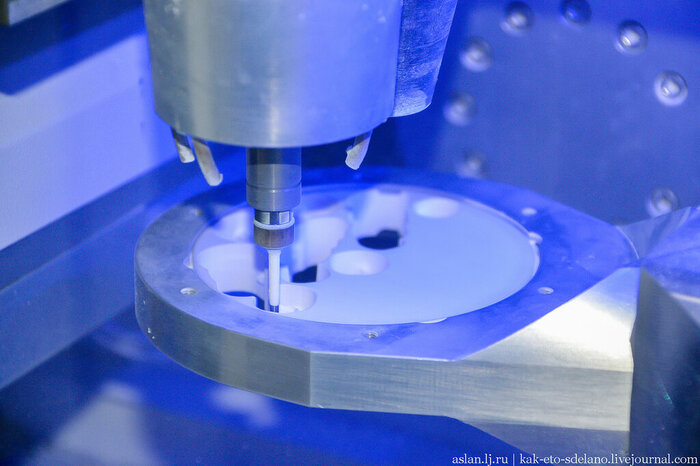
Так выглядит диск-болванка в суппорте. Это диоксид циркония, будущий каркас керамической коронки. Как мы видим из нее уже была вырезана не одна коронка.

Диск диоксида циркония устанавливается во фрезерном станке с ЧПУ.

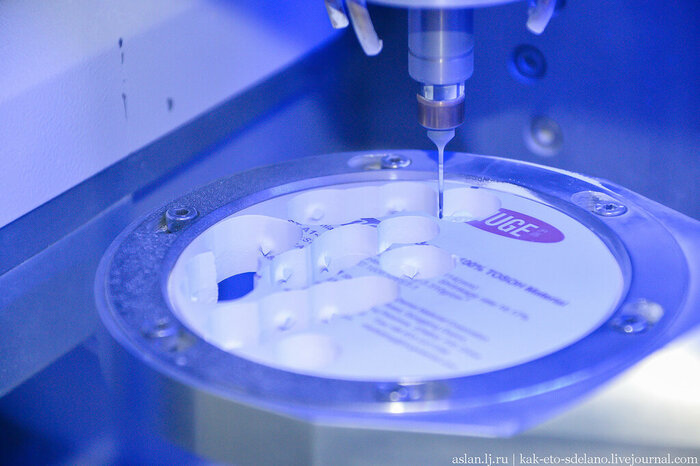
Автомат сам выбирает нужное сверло и фрезерует из болванки заготовку для коронки.
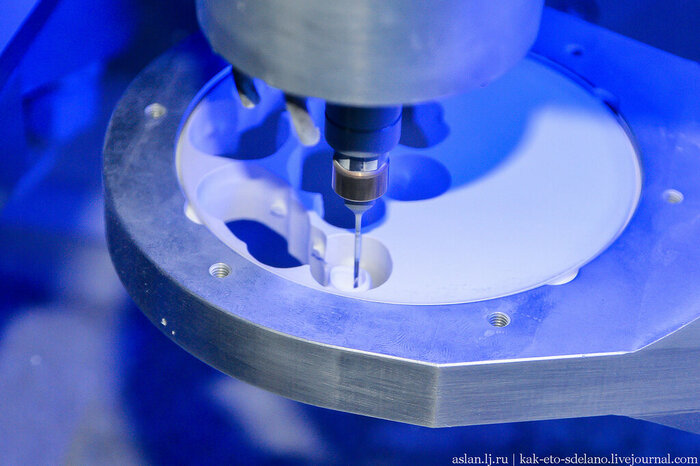
При фрезеровании суппорт поворачивается в разные стороны и под нужным ракурсом.
Длится фрезерование примерно полчаса.
После окончания процесса диск-болванка в суппорте вынимается и из нее аккуратно достают коронку.
Репортаж большой, потому продолжение в этом посте - Как делают виниры и коронки. Часть 2
Познавательные посты и видео о том как устроены вещи, как работают и как это сделано публикуются в сообществе Как это сделано, присоединяйтесь, там много интересного!
Ролики на производственную тематику собираю здесь - Как это сделано
Познавательные посты и видео о том как устроены вещи, как работают и как это сделано публикуются в сообществе Как это сделано, присоединяйтесь, там много интересного!
Начало здесь - Как добывают бурый уголь, Как устроен шагающий экскаватор
Так как на разрезах необходимо обеспечивать непрерывную работу техники, то она время от времени нуждается в ремонте. Для этого случая у "Амурского угля" есть собственный Ремонтно-механический завод.
Благодарность донатеру прошлого поста - @LapaElovaya


Чем же могут болеть стальные гиганты? Больше всего изнашиваются ковши, ломаются зубья, стираются шестерни, отказывают электродвигатели, которые испытывают на себе круглосуточную эксплуатацию в тяжелых климатических условиях и еще много различных деталей нуждается в периодическом ремонте.

В этом цеху делают замену обмотки статора.

Если ранее это делали вручную, то сейчас для этой операции есть специальный станок, делающий эту монотонную работу быстро и качественно.

Также здесь восстанавливают ковши, которые нуждаются в ремонте каждые полгода. Экскаваторы укомплектованы несколькими ковшами, поэтому ремонты не влияют на производственный процесс. Пока ремонтируется один ковш, в работе на разрезе задействован запасной.





Как мне сказали специалисты, при проектировании узлов и агрегатов драглайнов использовались лучшие сорта стали и сплавов, для того, чтобы увеличить надежность машин. Конечно, это создает дополнительные сложности при ремонте, но и ремонт происходит гораздо реже.


Есть здесь и литейный цех, в котором отливаются необходимые заготовки. Для этого используется металлолом, в который добавляют ферросплавы, для выплавки определённой марки стали.
Предварительно делают такие формы из утрамбованного влажного песка.

Есть формы покрупнее.

Затем в предварительно нагретую емкость наливают сплав, в котором кроме стали еще множество добавок.

Вокруг жара, но работа литейщиков столь увлекательна, что за ней хочется наблюдать, не отрывая взгляда ни на минуту.

Не могу не показать литейщиков. Работа у них тяжелая и на момент съемок (доковидные времена) их зарплата была около 30тыс, как сейчас обстоит дело не знаю.

Ну и я тоже, смотрю как другие работают

Затем с помощью крана разливочный ковш со сталью транспортируют к формам. После чего в дело вступает литейщик с деревянной счищалкой, которой убирает шлак с поверхности жидкой стали.

И сталь заливается в формы.

Брызги металла создают красивую, но опасную картинку. Наблюдающим лучше держаться подальше.

Формы какое-то время пылают и клокочут, их время от времени поливают водой.

В итоге получаются вот такие заготовки, которые обрабатывают на станках.

После обработки.


Несмотря на хайтек, нанотехнологии и прочие удобства нынешнего века, этим техномонстрам не найдено альтернативы и им пока не грозит участь динозавров. Пока в таких машинах есть нужда, они будут работать как и прежде - круглосуточно и в любых условиях, ежедневно давая стране угля.
Благодарю всех, кто дочитал, плюсанул, поддержал коментом и донатом!
Познавательные посты и видео о том как устроены вещи, как работают и как это сделано публикуются в сообществе Как это сделано, присоединяйтесь, там много интересного!
В своем репортаже про добычу угля - Как добывают бурый уголь я обещал рассказать про шагающий экскаватор, вот и он.
Отдельная благодарность донатерам предыдущих постов - @Diamond1309 и @24.14
Когда я ехал снимать добычу угля, в первую очередь мне было интересно увидеть шагающие экскаваторы, как работает и устроен этот исполин угольных разрезов.

Сегодня мы посмотрим в каких условиях обитает этот техномонстр, чем он питается, и даже побываем внутри этого промышленного мастодонта.


Как я рассказывал в репортаже про добычу угля в Амурской области, в названии каждого экскаватора стоят аббревиатуры. Например, ЭШ 15/90 значит - Экскаватор Шагающий, 15 кубометров – объем ковша, а 90 метров – длина стрелы.
В коше машинист экскаватора.

Всего на разрезах "Амурского угля" задействовано 24 таких монстра, отличающихся длиной стрелы и объемом ковша. В одни ковши спокойно поместится уазик "буханка", а в другие – внедорожник Лэнд Крузер. Сам экскаватор, который также называют драглайном, выше пятиэтажного дома.


В кабине машины все устроено просто и надежно. Управление ведется с помощью рычагов и педалей установленных на командоконтроллерах системы управления. Тяговая и подъёмная лебёдка приводят в движение канаты и соответственно ковш. Вращение экскаватора производится проводом поворота. Пульт управления шаганием находится в задней части кабины.


Работа на драглайне круглосуточная и без выходных: бригады трудятся посменно. Небольшие послабления в работе могут сделать лишь в случае аномально низкой температуры – когда повышается хрупкость металла, и есть риск поломки техники.

За месяц экипаж экскаватора должен вскрыть около 300 тыс. кубометров породы. На один цикл – зачерпнуть -перенести-высыпать - машинист тратит около 60 секунд.



Большая часть подобной техники работающей, на разрезах "Русского Угля" создавалась еще в Советском Союзе, на территории Украины в г. Краматорск.


Сейчас шагающим экскаваторам в среднем по 30 и больше лет, и как мне объяснили специалисты, для «шагарей» это не считается предельным возрастом, так как срок работы драглайнов при проведении соответствующих ремонтов может продолжаться ещё не один десяток лет. Эта техника изначально делается очень прочной и выносливой к тяжёлым условиям эксплуатации.

Но даже, несмотря на то, что это "отечественный" продукт, драглайн стоит космических денег. Б/у ЭШ возраста около 30-40 лет можно купить за 60-80 млн. рублей. А цена на новый и вовсе может доходить до 2 и более миллиардов рублей (!).

Кстати, в их монтаже на разрезе чаще всего участвуют те же машинисты, что и будут на них работать. Монтаж одного ЭШ занимает около года. В случае необходимости драглайны демонтируют и перевозят на другой разрез.

В случае поломок экипаж драглайна должен уметь починить машину и оказать «захворавшему» гиганту первую техническую помощь. Так что неудивительно, что машинисты экскаваторов – белая кость разреза, а их зарплата выше средней по всему региону.

Внутри техномонстра находится механика соответствующего размера - здесь все гигантское. Можно долго ходить внутри экскаватора и наблюдать, как наматываются туда-сюда тросы и двигаются шестерни размером с автомобиль.
Каждая операция при работе драглайна выполняется отдельными двигателями, которые отвечают за подъем тросов, поворот корпуса машины и шагание. На каждом приводе установлена своя тормозная система.

Для меня было открытием, что шагающие экскаваторы (и многие другие экскаваторы тоже) работают на электричестве. Каждый горный участок разреза получает электроэнергию от подстанции напряжением 35/6 кВ.
Ну и наконец, средства передвижения такого экскаватора – опорных башмаков, «лыжи», выбирай любое название на вкус - все подходят. Перемещается драглайн с помощью гидравлического механизма, который состоит из двух главных и двух вспомогательных цилиндров, насосной установки и гидроаппаратуры. Нижние части цилиндров крепятся к гигантским опорным башмакам, по одному с каждой стороны экскаватора. У ЭШ 15/90 они имеют длину 14 метров.

Приподнявшись на опорных башмаках, гигантский механизм двигается на два метра, это занимает примерно одну минуту. Нетрудно посчитать, что экскаватор движется со скоростью около 60 метров в час. Черепаха и то движется быстрее, скажете вы, но драглайну спешить некуда, дальше разреза ему шагать не надо.
Однако во время работы ЭШ стоит на опорной базе - металлическом диске диаметром 14 метров, в то время как опорные башмаки подняты. Большой диаметр диска оказывает давление, сравнимое с давлением шин обычного легкового автомобиля.

Так как на разрезах необходимо обеспечивать непрерывную работу техники, то она время от времени нуждается в ремонте. Для этого случая у "Амурского угля" есть собственный ремонтно-механический завод, о котором я расскажу в следующем репортаже.
Благодарю всех, кто дочитал до конца, и поблагодарил плюсом, коментом или донатом.

Познавательные посты и видео о том как устроены вещи, как работают и как это сделано публикуются в сообществе Как это сделано, присоединяйтесь, там много интересного!

