

Вертикальное Как это сделано
230 постов


230 постов

106 постов

72 поста

151 пост

7 постов

3 поста
23 поста
21 пост
19 постов
2 поста

4 поста

2 поста

4 поста

2 поста

2 поста
3 поста

6 постов
Начало здесь - Как строят атомный флот страны. Балтийский завод. Часть 1
Кроме того, на стапелях Балтийского завода формируются и другие уникальные суда. Например, на малом стапеле «В» ведется строительство самого большого в мире дизель-электрического ледокола мощностью 25 МВт проекта 22600 «Виктор Черномырдин».

Металлургическое производство включает в себя: литейное, модельное, кузнечно-термическое и производство готовых гребных винтов.

Литейное производство изготавливает изделия судового и общего машиностроения для собственных нужд, по заказам верфей и судостроительных заводов России, СНГ, Ближнего и Дальнего зарубежья.

А еще в 2003 году Балтийский завод для Свято-Троицкой Сергиевой лавры изготовил колокол весом в 72 тонны – самый крупный из всех действующих колоколов, когда-либо изготовленных в России!

В кузнечно-термическом цехе производят поковки и штамповки, как из черных, так и из цветных металлов.

Балтийский завод - единственный в России производитель крупных гребных винтов из бронзы и латуни весом до 70 тонн и диаметром до 8 м.

На сегодня у завода есть заказы на изготовление гребных винтов для судостроительных предприятий всего Северо-Западного региона.
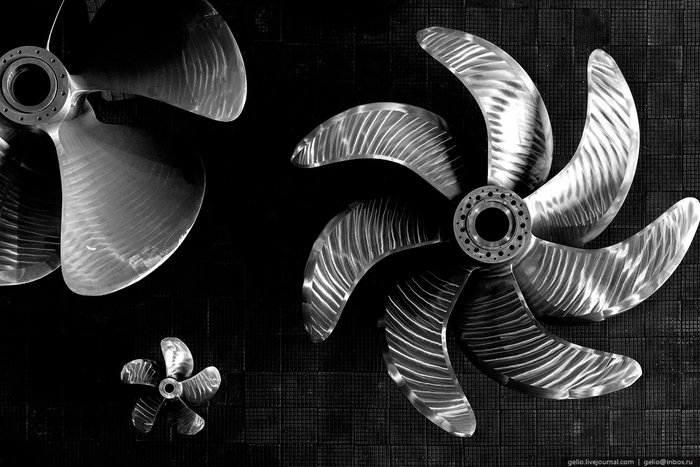
Произведенные винты используются на крупнотоннажных танкерах, контейнеровозах и пассажирских судах, всех типах кораблей ВМФ, атомных ледоколах, быстроходных катерах, включая патрульные суда.

Для изготовления гребных винтов используются в основном цветные или нержавеющие сплавы.

Цех по изготовлению гребных валов.
Валы могут быть длиною до 33 метров и массой до 70 тонн. Большой вал на переднем плане — для атомного ледокола «Арктика».

А еще этот цех примечателен тем, что в нем установлена красивая винтовая лестница-трап, ведущая в обычную кабину крановщика. Говорят, что этот трап снят с крейсера «Рюрик» (1906 года постройки) во время распила в 1925 году.

Достроечная набережная Балтийского завода. Сейчас здесь производится достройка плавучего энергоблока (ПЭБ) «Академик Ломоносов».
ПЭБ войдет в состав первой в мире плавучей атомной электростанции малой мощности, состоящей из гладкопалубного несамоходного судна с двумя реакторными установками.

ПЭБ предназначен для эксплуатации в районах Крайнего Севера и Дальнего Востока. «Академик Ломоносов» в будущем будет установлен в городе Певек Чукотского АО.

Плавучая атомная станция может использоваться для получения электрической и тепловой энергии, а также для опреснения морской воды. В сутки она может выдать от 40 до 240 тысяч тонн пресной воды.

Станция оснащена двумя модифицированными реакторными установками КЛТ-40С, которые способны вырабатывать до 60 МВт электроэнергии и до 50 Гкал/ч тепловой энергии, что достаточно для поддержания жизнедеятельности города с населением в 200 тыс. человек.
Срок эксплуатации станции составит минимум 36 лет: три цикла по 12 лет, между которыми необходимо осуществлять перегрузку активных зон реакторных установок.

Длина судна — 144 метра, ширина — 30 метров. Водоизмещение — 21,5 тысячи тонн.

Плановый срок завершения строительства и готовности ПЭБ к буксировке на место базирования – сентябрь 2016 г. Планируемый ввод головного ПЭБ в эксплуатацию в составе ПАТЭС – 2017 г.

На самом деле Пэб отбуксировали в Мурманск в мае 2018, об этом делал видео и серию репортажей - часть1, часть2, часть3, часть4, часть5, часть6
Для установки блоков надстроек на плаву используется плавкран "Демаг" г/п 350 т. с высотой подъема до 50 м. Высота самого крана 76 метров.
Этот кран изначально был заказан в 1939 году у германской фирмы «Демаг». В 1940 г. он был прибуксирован в Ленинград, но без подъемной стрелы, которая, по немецким объяснениям, «из-за сложности доставки», до войны так и не была поставлена. После войны Балтийский завод изготовил и установил стрелу своими силами.

Панорама завода

Познавательные посты и ролики о том как устроены вещи, как работают и как сделаны публикуются в сообществе Как это сделано , присоединяйтесь, там много интересного!
Сегодня Балтийский завод – это бренд, который ассоциируется с атомным ледокольным флотом страны. Именно на стапелях Санкт-Петербургского предприятия строятся самые большие в мире и уникальные в своем роде заказы.

Балтийский завод специализируется на строительстве ледоколов и судов ледового класса, а также крупнотоннажных судов для перевозки различных грузов, здесь же строился единственный в мире плавучий энергетический блок, который вошел в состав ПАТЭС и в 2019 году пришел на базу в северный город Певек. За 159-летнюю историю Балтийского завода здесь построено около 600 судов и кораблей.
Судостроительное производство предприятия располагает тремя построечными местами - двумя стапелями и эллингом. Стапель "А" Балтийского завода – самый большой в России и имеет длину 350 метров. В настоящее время здесь ведется строительство головного атомного ледокола проекта 22220 мощностью 60 МВт, который получил имя «Арктика».
Балтийский завод был основан в середине 19 века и за почти 16 десятилетий пережил несколько войн, экономические спады и подъемы, реорганизацию.
Сегодня предприятие остается одним из крупнейших судостроительных заводов России. В разное время здесь были построены первый в стране металлический корабль — броненосная канонерская лодка "Опыт", первая боевая подводная лодка "Дельфин", уникальные плавучие научно-исследовательские комплексы, предназначенные для поддержки пилотируемых космических полетов, дизель-электрические ледоколы, тяжелые атомные ракетные крейсеры типа "Киров".
Завод расположен в западной части Санкт-Петербурга, на Васильевском острове, в устье реки Нева. Предприятие занимает территорию площадью более 650 тысяч квадратных метров и сейчас в цехах, отделах и подразделениях работают около 4000 специалистов. Завод продолжает активный поиск и набор квалифицированных работников – ведь теперь балтийцам предстоит строить серийный атомный ледокол, а позже – и второй серийный, контракт на которые был заключен в мае прошлого года.

Цикл производства заказа начинается с корпусообрабатывающего цеха, где проводится обработка металлопроката и изготовление деталей. На данный момент цех способен обрабатывать до 30 тыс. тонн металла в год.

Со склада стали металл передается на линию, которая производит его очистку и грунтовку.

Затем обработанный металлопрокат перемещается на участок резки, где две машины фирмы Мesser методом плазменной резки производят дальнейшую обработку металла.

Резка и маркировка деталей из профильного проката производится на роботизированной линии резки профиля фирмы IMG.
Здесь же производится вырезка отверстий, разделка кромок профильных деталей, а также нанесение инверсных (спрямляемых кривых) линий для выполнения гибки деталей без шаблонов.

Транспортировка листов, профиля и деталей вне транспортной системы осуществляется с помощью мостовых и полукозловых кранов. Краны способны поворачивать на 180 градусов металлические листы весом до 12,5 тонн.

Изготовление узлов, плоских секций корпусов судов и сборка их в объем производится в сборочно-сварочном цехе.

Крановое оборудование цеха позволяет изготавливать секции весом до 80 т.

Цех разделен на 4 пролета, которые предназначены для изготовления набора, плоскостных секций, изготовления фундаментов, донно-бортовых секций и т.д. Кроме того, цех оборудован автоматизированной линией плоских секций производства фирмы Pema (Финляндия).

В нулевом пролете расположены участок изготовления объемных секций, а в ближайшее планируется ввод в эксплуатацию уже установленной линии микропанелей компании IMG (Германия). Участок оснащен двумя мостовыми кранами грузоподъемностью 50 и 80 т. В пролете №1 расположены участки изготовления набора, плоскостных и объемных секций. В пролете №2 расположены участки сборки и сварки полотнищ, изготовления фундаментов, донно-бортовых секций и объемных секций оконечностей. В пролете №3 расположены участки сборки объемных и днищевых, бортовых секций.

Сварочное оборудование цеха включает в себя автоматы и полуавтоматы для сварки в среде CO2, а также установки для аргонно-дуговой сварки.

Объемная секция серийного ледокола в 4 пролете сборочно-сварочного цеха.

Транспортировка изготовленных объемных секций и крупногабаритного оборудования осуществляется при помощи двух автотрейлеров грузоподъемностью 150т и 200т.

15. Для формирования корпусов судов и кораблей и спуска их на воду Балтийский завод располагает двумя наклонными стапелями (стапель "А" и стапель "В") и крытым эллингом, предназначенным для сборки судов и кораблей повышенной сложности.

Стапель "А" Балтийского завода длиной 350 метров — самый большой в России. Он позволяет предприятию строить и спускать на воду суда дедвейтом до 100000 т.
В разное время с этого стапеля сходили такие заказы как крейсер «Киров», атомный ледокол «50 лет Победы», тяжелые атомные ракетные крейсеры «Адмирал Ушаков», «Адмирал Лазарев», «Адмирал Нахимов» и «Петр Великий», научно-исследовательское судно «Космонавт Юрий Гагарин», а также две кормовые части «Мистраля».

В настоящее время на большом стапеле «А» формируется корпус головного универсального атомного ледокола проекта 22220 мощностью 60 МВт.
Атомный ледокол, названный «Арктика» станет самым большим и самым мощным в мире!

Заказ на строительство двух серийных атомных ледоколов проекта 22220 был получен в мае 2014 года.
Исключительная энерговооруженность позволит им преодолевать льды толщиной до 3 метров. В результате Северный морской путь можно будет использовать почти круглый год. Впрочем, главная задача перспективной ледокольной флотилии - обеспечить доставку углеводородов с месторождений Ямала и Гыдана. Именно для этого корпус корабля сделали на 4 метра шире, чем в предыдущей серии.

Длина судна составляет 173 метра, ширина - 34 метра, осадка по конструктивной ватерлинии - 10,5 метра, минимальная рабочая осадка - 8,5 метра, водоизмещение - 33,5 тысяч тонн.

Двухосадочная конструкция судна позволяет использовать его как в арктических водах, так и в устьях полярных рек. Ледокол будет работать в западном районе Арктики: в Баренцевом, Печорском и Карском морях, а также на более мелководных участках устья Енисея и в районе Обской губы.

Головной атомоход должен выйти на ходовые испытания в 2017 году.

Стыковка секций носовой оконечности корпуса головного ледокола.

26 мая на этом же стапеле в торжественной обстановке при участии заместителя председателя правительства РФ Дмитрия Рогозина, генерального директора ГК «Росатом» Сергея Кириенко, президента Объединенной судостроительной корпорации (куда входит БЗС) Алексея Рахманова, гостей и сотни балтийцев была произведена закладка первого серийного ледокола этого проекта под названием «Сибирь».

Нос головного атомного ледокола «Арктика».

Материал от 13 июля 2015 года
Продолжение по ссылке Как строят атомный флот страны. Балтийский завод. Часть 2
Познавательные посты и ролики о том как устроены вещи, как работают и как сделаны публикуются в сообществе Как это сделано , присоединяйтесь, там много интересного!
Сегодняшний сюжет о том, как делают дорогие элитные ковры классическим способом на одной из фабрик братьев Мегерян в Армении.

Ковры братьев Мегерян очень высоко ценятся в США. Уж не знаю, кто там такой ярый фанат ковров, но что есть, то есть.
Мегеряны осели в США 100 лет назад, переселившись во время геноцида армян и занявшись там ковровым бизнесом. После развала СССР семья стала развивать производство ковров ручной работы на исторической родине, открыв 22 небольшие фабрики в разных населенных пунктах Армении.
Правда на сегодняшний день из 22 работают только фабрики в Ереване, Абовяне и Раздане. По словам директора ереванской фабрики, это связано с мировым кризисом и сильно упавшим спросом на их ковры в США, которые являются основным рынком сбыта для армянской ковровой промышленности в целом.
В США у братьев Мегерян есть несколько ковровых бутиков и целая сеть дилеров по всей стране...
Вот так у нас ковры из символа достатка и высокого места на социальной лестнице моментально стали признаками низкого благосостояния и низкой культуры быта, а в США все наоборот.

В Ереване на ковровой фабрике Мегерян можно побывать на производстве, в музее ковров и даже пообедать прямо на ковровом складе.

Отреагировав на кризис, падение продаж и прибыли, предприимчивые Мегеряны решили сделать свою фабрику туристическим объектом, одновременно и получая доход от посещений туристами, и пиар от них, и дополнительную возможность реализовывать продукцию непосредственно на фабрике. Все помещения фабрики очень антуражны, здесь не увидеть современного промышленного лоска и современного оборудования. Вместо них старые классические агрегаты и приспособления, повсюду в цехах различные исторические экспонаты и раритеты, связанные с ковроткачеством.

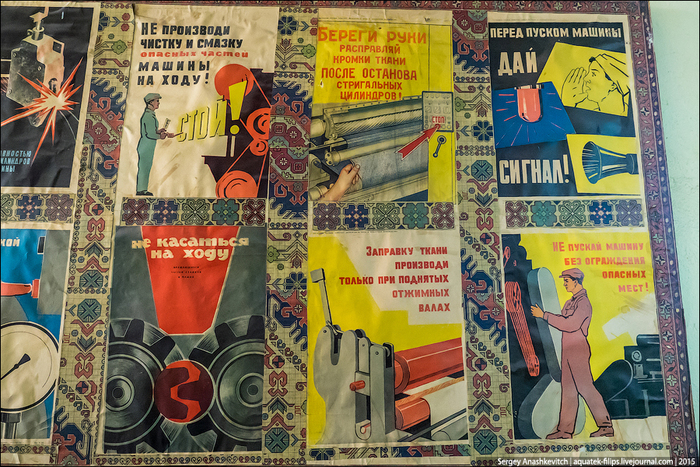
Перед входом в цех невозможно пройти мимо старых советских плакатов по ТБ.
Закреплены они, естественно, на ковре.
Чесальщица, заправляй холст только полусогнутыми пальцами.
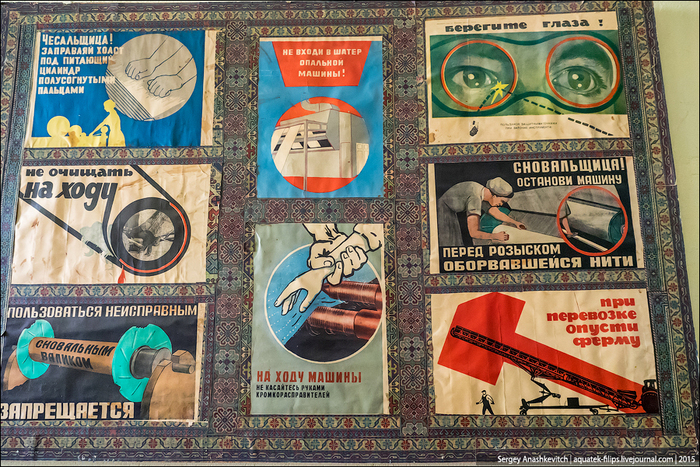
Еще плакаты
Это основной цех. Здесь 8 часов в день женщины в полусогнутом положении ткут ковры.
Каторжная работа. Заметил, что у некоторых даже форма тела приобрела характерное полусогнутое положение.
Всего на фабрике трудится 30 ткачих.

Перед каждой из них статина с натянутыми продольными нитями основы, в них вплетаются цветные пряди, с их помощью и создается узор. Над некоторыми (как правило, крупными коврами) трудится сразу несколько ткачих.
Перед глазами у женщин висит схема узора, с которой они постоянно сверяются, и пучки цветной шерсти, из которой формируется орнамент.

Создание и основы, и деталей орнамента - кропотливый адский труд. Каждая ворсинка заводится вручную, остальная нитка отсекается, а затем заводится следующая ворсинка. И так 8 часов в день. В среднем 2 месяца на каждый ковер. А иногда и до 5 месяцев, когда рисунок особо сложный.

Инструменты ткачих.

Основа ковра в приближении. Между каждой нитью закрепят ворсинку. Миллионы ворсинок в каждом ковре.
Плетение ворсинок

Цветные волокна, из которых создают орнамент

В этом цеху ткут небольшие по размеру ковры. Это самые недорогие модели. В магазине братьев Мегерян в Нью-Йорке они будут стоить от 1 тысячи долларов.

После того, как ковер соткан, у него нужно закрепить края, чтобы ковер не распустился, и произвести предпродажную подготовку.
Обрезку и окантовку проводят тоже вручную на этом верстаке.

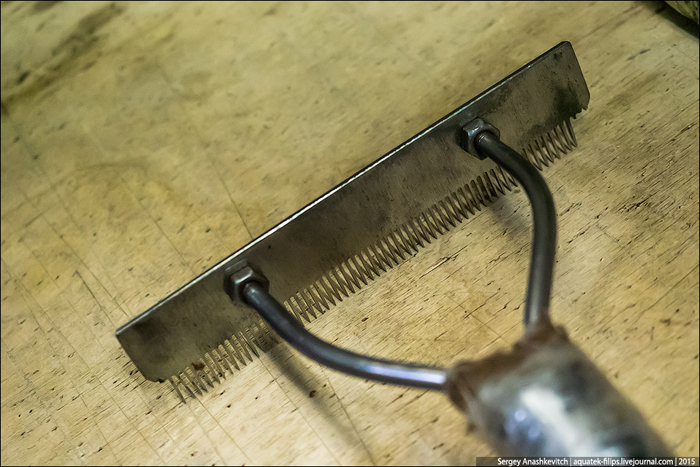
А этот тот самый девайс, о котором вчера вечером была загадка.
Это расческа для ковра. После того, как ковер соткали и окантовали, его нужно вычесать от остатков шерсти, лишних ниток и ворса.
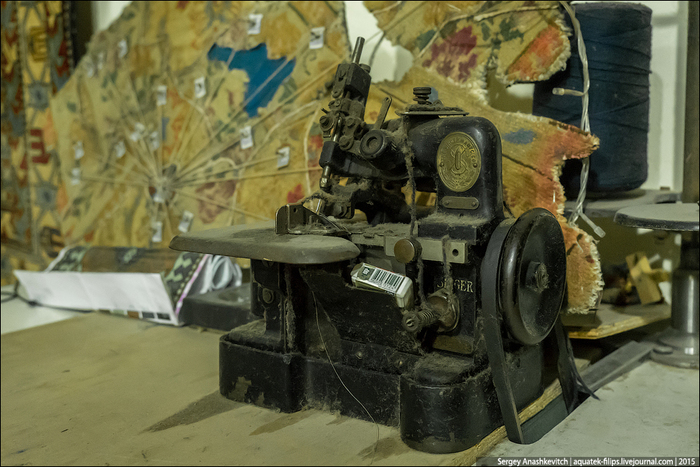
Древний оверлок
После того, как ковер вычесали, он отправляется на мойку. Это последний этап предпродажной подготовки. Стиральная машинка для ковров.

После того, как готовые ковры постирали, их раскладывают на полу для сушки и финального вычесывания. В центрифуге вся грязь собирается на поверхности ковра и ее вычесывают прямо по мокрому.

Вот что остается после стирки. Теперь ковер остается просушить и отправить на склад готовой продукции

Готовые классические армянские ковры ручной работы.
Их стоимость я примерно обозначил в самом начале поста - от 1 тыс долларов за коврик размеров 1х1,3 метра до 6-10 тысяч за палас 3х4 метра. Естественно индивидуальный рисунок или особо сложный орнамент увеличивает стоимость ковра (иногда в несколько раз).

Примеры некоторых орнаментов


Финальный аккорд нашей экскурсии стал полной неожиданностью. Пройдя через склад, мы увидели... накрытые прямо среди сотканных ковров столы. Мегеряны еще и ковровый ресторан сделали у себя на фабрике!

Причем, шеф-повар может приготовить блюда даже при вас.
Естественно, на фоне ковра)

источник
Познавательные посты и ролики о том как устроены вещи, как работают и как сделаны публикуются в сообществе Как это сделано , присоединяйтесь, там много интересного!
Познавательные посты и ролики о том как устроены вещи, как работают и как сделаны публикуются в сообществе Как это сделано , присоединяйтесь, там много интересного!
автор монеты Роман Бутин, стоимость от 10тыс. долларов. Монета продана, копии своих работ на заказ не делает.
Познавательные посты и ролики о том как устроены вещи, как работают и как сделаны публикуются в сообществе Как это сделано , присоединяйтесь, там много интересного!
Познавательные посты и ролики о том как устроены вещи, как работают и как сделаны публикуются в сообществе Как это сделано , присоединяйтесь, там много интересного!
Ниагарский водопад по праву считается одним из самых интересных в мире. На самом деле это не один водопад, а целых три, расположенных недалеко друг от друга. Это это водопад "Подкова" (Horseshoe Falls), иногда ещё называемый Канадским водопадом (Canadian Falls), Американский водопад (American Falls) и водопад "Фата" (Bridal Veil Falls).

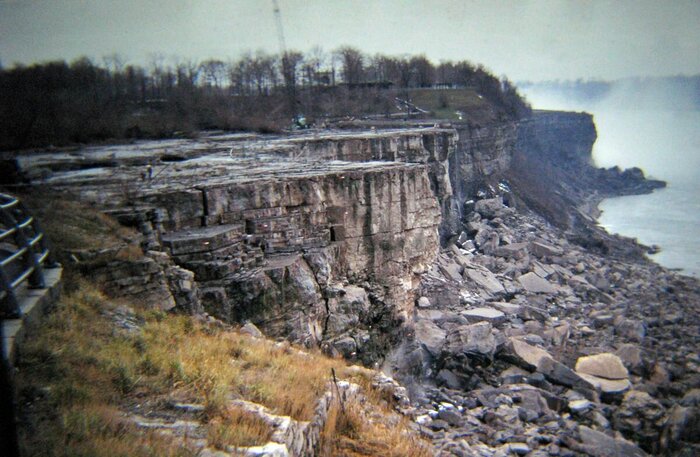
Интересная история о том, как в течение нескольких месяцев в 1969 году поток воды Ниагарского водопада, который находится на американской стороне (American Falls) сократился до маленького ручейка, и его пришлось осушать ремонтировать.
Ниагарские водопады являются одними из самых больших в мире, а сильный поток реки Ниагара постоянно подмывает уступ то одного, то другого водопада, принося к их подножиям много песка и камней. Из-за эрозии водопады постепенно отступали на юг со скоростью от 0,6 до 3.0 метров ежегодно.

Американский водопад (American Falls) отличался от других нагромождением камней, которые скапливались в течении многих лет у его подножия. К концу 1960-х годов стало ясно, что если не решить эту проблему, то на этом закончится история водопада.
Для изучения геологического состава скальных пород и предотвращения их возможного разрушения, была организована американо-канадская комиссия, по решению которой водопад осушили на время его ремонта на пять месяцев.

В течение трех дней в июне 1969 года более 1200 грузовиков сбросили около 28тыс. тонн камней вверх по течению в месте образования водопада, построив 180-метровую плотину для отклонения течение реки Ниагары от потока American Falls и к потоку Horseshoe Falls. После чего Инженерный корпус армии США начал свое исследование.

У подножия водопада было найдено всего два трупа, что удивительно, учитывая большое количество несчастных случаев и самоубийств зафиксированных за долгую историю наблюдения за водопадом.
После начала работ инженеров, местность вокруг водопада, да и месте бурлящего пару месяцев назад потока оккупировали тысячи туристов, которые прыгали за ограждения, любовались видом с осушенного уступа водопада и увлеченно собирали монетки, брошенные в воду десятилетия назад.

Для контроля движения горных пород в нескольких местах были установлены специальное оборудование, а для стабилизации скальных пород были установлены стальные болты и кабели вокруг острова Луна (Luna Island) и водопада "Фата" (Bridal Veil Falls) и в нескольких точках просверлены дренажные отверстия для снятия гидростатического давления.

Что касается накопленной за годы осыпи у основания водопада, было мнение оставить ее там, где природа оставила его. Однако инженеры решили, что будет целесообразно убрать ее
В ноябре 1969 г. временная дамба была убрана, и воды реки Ниагары опять устремились к уступу водопада.

С тех пор водопад уже больше не осушали. Правда, угроза его исчезновения до сих пор сохраняется. По расчетам ученых, каждый год водопад перемещается вверх по течению на один метр. Водопад существует уже около 50тыс лет и за это время он передвинулся вверх по течению на 7 миль, то есть почти на 10 км, а через 20тыс лет водопад приблизится вплотную к озеру Эри и исчезнет.
Но возможно скоро операция по осушению повторится, так как в скором будущем необходимо будет заменить два старых моста находящихся выше водопада.

Видеоверсия
Текст переводил и редактировал я, видео тоже монтировал я, потому и тэг
https://kak-eto-sdelano.livejournal.com/552304.html
Познавательные посты и ролики о том как устроены вещи, как работают и как сделаны публикуются в сообществе Как это сделано , присоединяйтесь, там много интересного!
В этом посте, который публиковал 6 лет назад есть более интересные фото - Как ремонтировали Ниагарский водопад
Познавательные посты и ролики о том как устроены вещи, как работают и как сделаны публикуются в сообществе Как это сделано , присоединяйтесь, там много интересного!

