В те далёкие дни, когда сервомоторы были редкими и безумно дорогими, а не продавались на алике по червонцу за штуку, человечество имело необходимость наносить эмблемы, а также шрифто-символьные изображения на всеразличные поверхности. И молодая Советская республика не стала исключением. Был взят пантограф финмы Декель (будруазно-капиталистической западногерманской) и творчески переосмыслен на "Львівськом заводi фрезерних верстатів", где он, кстати, продолжает выпускаться по сей день даже в версии с ЧПУ!
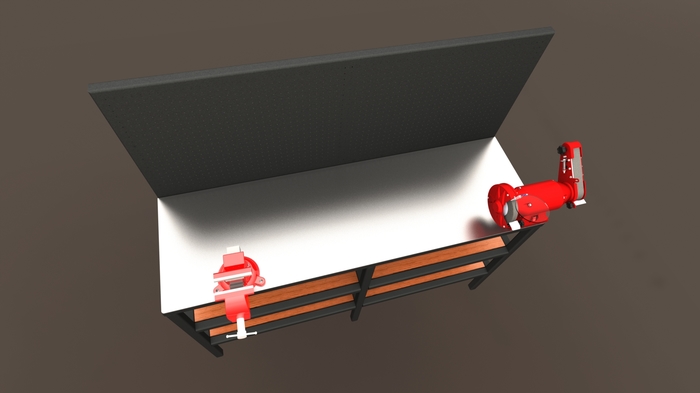
Однако вы ж сюда картинки смотреть пришли, да? Вот он, этот парень:
Что же он может?
Начну с массы. 280 кило. Это очень неплохо. Масса для станка весьма важна, так как имеет прямую взаимосвязь с жёсткостью. А больше жёсткости - точнее работа.
Двигатель всего 0,35КВт. и даёт 2500 оборотов
но на шпинделе это уже от 1250 до 15900 об\мин, что вполне себе нормально.
Во всяком случае, если современный шпиндель частотником загасить до 1250 оборотов, фрезу можно будет рукой остановить - момента не останется вообще. А этот парнишка и на полутора тысячах и на 15 даёт как надо. Соответственно, регулируется скорость сменой передаточных отношений на шкивах.
Перемещения стола осуществляются только вручную и на расстояния (ДхШхВ, мм) 290х200х280.
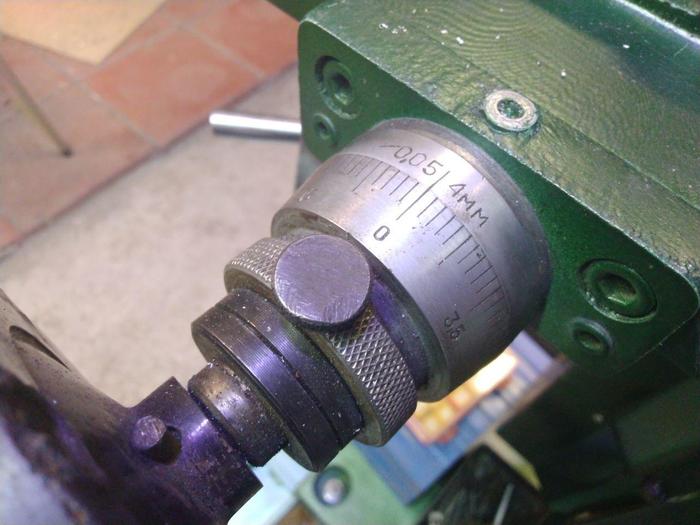
Есть микроподстройка высоты. С помощью забавной ручки от ножниц можно вытягивать шпиндель вниз на 1 мм. При этом шкала у "ножниц" градуирована по 0,05мм, но разрядка между рисками, как видите, такова, что и сотку поймать на глаз реально.
Пантограф имеет настройку масштаба только на уменьшение, что логично. На моём станке масштаб регулируется от 1:1 до 1:50. На 6Г463 максимальное уменьшение - 1:100.
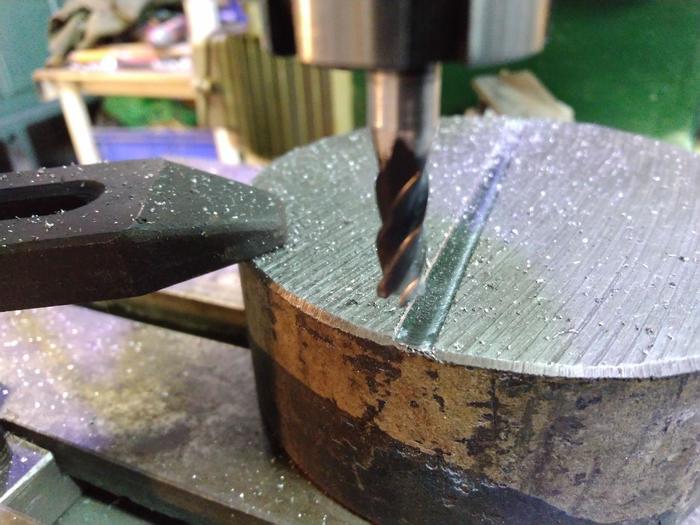
Теперь, что же он может. Оооо, ребят. Как вам фрезерование чугуна? Скорость ~6000 об\мин, глубина 1мм., фреза Ф5 Z4. Подача примерно 52м.\мин.
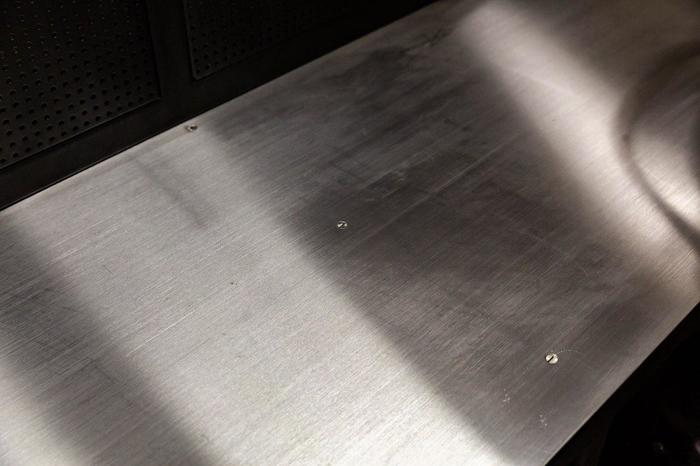
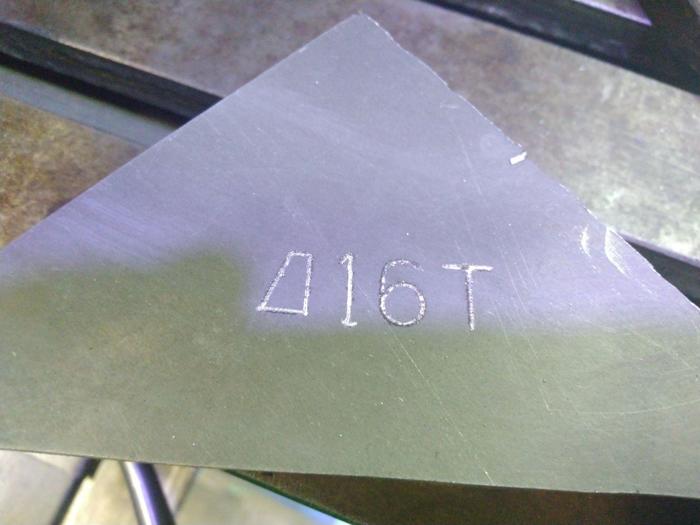
Но в целом, конечно, он не для этого свинчен. Т.е. о больших фрезерных проектах лучше не думать, приобретя его. Т.е. запихать в него летучку или там "кукурузу" диаметров в дюйм - не лучшее решение. Момента движку не хватит. А вот для гравирования - он самое то. Например, набираем на копировальном столе нужную надпись:
И наваливаем её на дюральке в масштабе 1:2.
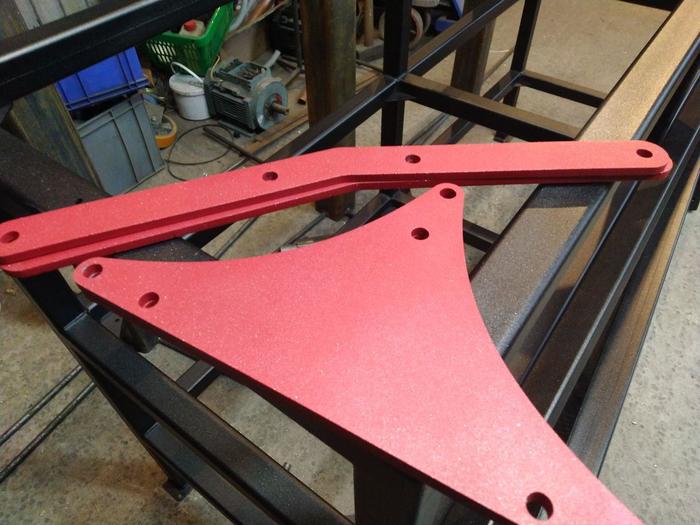
Усложним задачу. Допустим нам надо отмаркировать изделие логотипом мастерской. Шаблон режется на лазере, или на ЧПУ фрезере или просто рисуется на бумажке и обводится щупом. Примерно так:
А поскольку только сам оператор решает где, как, в каком порядке, полностью или частично делать гравировку - то запросто можно уменьшить исходное, например в 5 раз и дать надпись не под логотипом, а сбоку.
Кроме того, помимо гравирования на плоских изделиях толщиной до 270мм., что, кстати, уже запредельно для обычных портальных ЧПУ по высоте, 6Л463 может гравировать также и на цилиндрических объектах, если на него поставить делительную головку и зажать цилиндр в ней. Для обычной ЧПУшки нужна четвёртая ось, что довольно недёшево... да и не в каждый портальный фрезерок оно влезет.
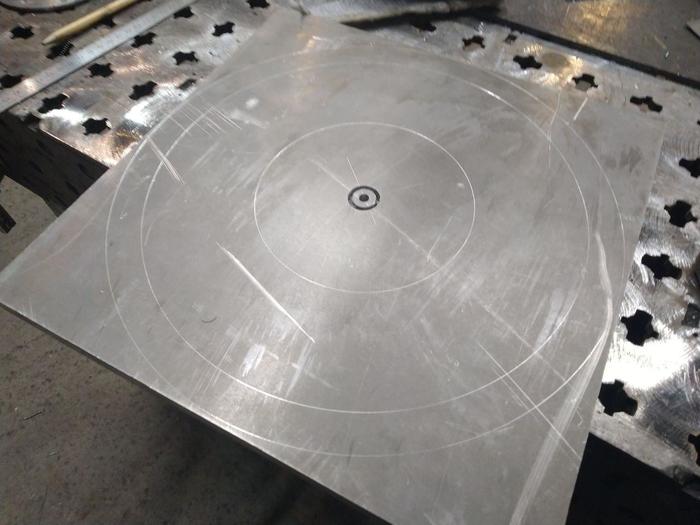
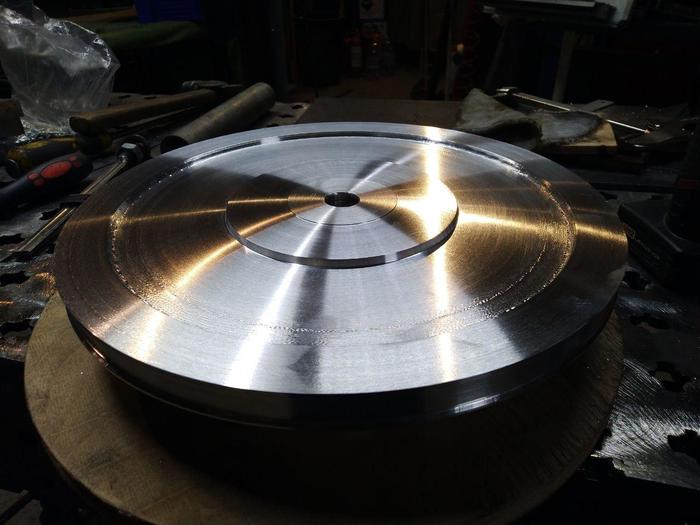
Кроме того, гравировальник легко оснащается поворотным столом. Т.о. получается, что можно делать шкалы как круговые, так и цилиндрические. Это очень круто, например.
Теперь о его применимости в мастерской. Ребят, ЧПУ - лучше. Быстрее, точнее, функциональнее и т.д. На портальнике можно и плоскость вывести летучкой и лист фанеры раскроить и ту же гравировку навалить. Да и для серийной продукции он гораздо интереснее. НО!
Всегда есть некоторые но. :)
Допустим, у вас есть надобность отмаркировать 3 серии изделий: А, Б и В. В каждой по 30 единиц. Для ЧПУ вам нужно, соответственно, минимум 33, максимум 90 управляющих программ. Даже если быстро делать, это займёт пару часов.
На гравировальнике вы просто выкладываете буковки А, Б и В и бросаете рядом с ними шаблон с циферками от 0 до 9. И просто выбираете нужное... Всё.
Или для маркировки изделий. Опять же, сейчас нужно чуть уменьшить логотип и текстовый блок передвинуть - бежишь делать новую УП. А на пантографе - два болта меняют масштаб и... и всё.
Или предположим, вам нужно скопировать какое-нибудь изделие. Ну, скажем переходную плиту в виде бабочки или яблока, с отверстиями сквозными и глухими и потом снять фаску по всему периметру. ЧПУ такое может, разумеется. Но. Для этого вам надо сперва эту бабочку параметризовать. Т.е. измерить точным инструментом все диаметры и радиусы, найти все центра, короче, построить модель. Что, в целом, может занять целый день. На этом парнишке - ты просто обводишь трейсером 10-15 раз контур исходного, пока не профрезеруешь заготовку насквозь, оставив, впрочем, мостики для поддержки. А потом либо фрезой, либо сверлом даёшь отверстия и... и всё. А, ну меняешь фрезу цилиндрическую на коническую и обводишь ещё раз, чтобы дать фаску. Всё. Час работы и деталь готова.
Вобщем, вещь крайне нишевая, разумеется. Но ооочень немалого функционала, я вам доложу.
А как это работает в реале - прошу ознакомиться на видео.