

Месяц мучений


2.5 кг смолы и почти месяц времени
Больше +- 40 см в высоту
Красивая зараза =)
Показать полностью
2
2.5 кг смолы и почти месяц времени
Больше +- 40 см в высоту
Красивая зараза =)
Среди работающих с силиконом на платине уже 5 лет идет активный поиск "полимера, который совместим". Много делалось тестов, результаты были разные, у кого то получается, у кого то нет, и однозначного ответа не было. В январе мы наконец озадачились собственными комплексными исследованиями, для которых были выбраны вот такие подопытные:

Силикон для форм пищевой на платине ToolDecor 15
"Литьевой силикон используется для изготовления эластичных форм, в том числе форм для выпечки и последующей заливки мастики, шоколада, мармелада, карамели, воска, мыла, парафина, гипса, бетона, жидких пластиков, эпоксидных смол, полиуретана, легкоплавких сплавов."
и вот такой фотополимер:

Фотополимер HARDLIGHT RY - модельный высокоточный
RY - модельный полимер с высокой детализацией, низкой усадкой и деформациями, специально делался с учетом возможности его работы с силиконом на платине. Но немного недокрутили, и отзывы (именно по силикону) были спорные. А в остальном - минимальная усадка, скорость, склонность к сглаживанию межслойности, керамический наполнитель в составе, мечта модельщика.

печать смолой RY
итоги 4 месячных тестов:
По отзывам было понятно, что основное отличие у клиентов было в способе постобработки моделей после печати. Мы собрали статистику, написали план... и проверили уйму вариантов.
Проверяли даже экзотику - типа засветки в воде. И снова убедились - что засветка в воде - процедура не имеющая смысла для общения с силиконом.
После многих комбинаций, выбрали 6.
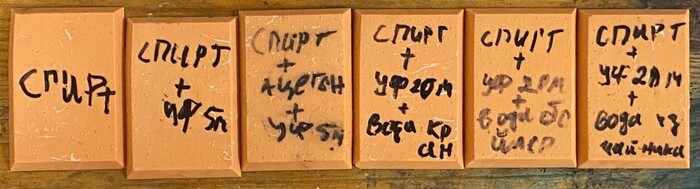
Напечатали 6 плашек (этакие ванночки под налив силикона), подписали:
1. Промывка спирт. Без УФ.
2. Промывка спирт + 5 мин УФ.
3. Промывка спирт + промывка ацетон + 5 мин УФ.
4. Промывка спирт + дозасветка 20 мин в воде из под крана.
5. Промывка спирт + дозасветка 20 мин в фильтрованной воде.
6. Промывка спирт + дозасветка 20 мин в кипяченой воде.
подопытные
После чего подготовлен обьем силикона, который льется во все плашки
залито, зреет
Результат - силикон застыл во всех плашках. Вот во всех, никакой липкости.

чудо чудное
Удивились. Решили повторить. Результат подтвердился.
Ну раз все так хорошо - чего изобретать велосипед, сделали экспресс по первым 3 способам:
Спирт, ацетон, УФ.
Напечатали, пополоскали, просушили, залили. Результат - не застыл ни в одной плашке.
Тут на инженера напала истерика, после чего сели подумать - что именно не так. После всего - выяснилось следующее. Когда готовили полные тесты - никуда не торопились. Пока напечатали, поддержки сняли, обработали последовательно всеми способами, там и день кончился. Потом дела, и заливали даже не завтра. А тут - все в течение часа. Еще несколько попыток, и вышло вот что:
Силикон застывает как положено, если после сушки - независимо от способа обработки - дать модели отлежаться от 2 суток перед заливкой.
Что там происходит - химик нам рассказывал минут 40, но это не главное, главное - вывод.
‼️ модели должны отлежаться. Минимум 2 суток - между постобработкой и заливкой силикона ‼️
Вот такой не совсем ожиданный результат.
Химик вроде насоветовал в чем вымачивать модели, чтобы не нужны были двое суток - но проверять не стали.
И так работает
Всем удачных печатей!
Скачивание макета : https://vk.com/maket_cnc?w=wall-196776079_1142
Макет есть как на лазер так и на печать с возможностью редактирования.

Конкурс мемов объявляется открытым!
Выкручивайте остроумие на максимум и придумайте надпись для стикера из шаблонов ниже. Лучшие идеи войдут в стикерпак, а их авторы получат полугодовую подписку на сервис «Пакет».
Кто сделал и отправил мемас на конкурс — молодец! Результаты конкурса мы объявим уже 3 мая, поделимся лучшими шутками по мнению жюри и ссылкой на стикерпак в телеграме. Полные правила конкурса.
А пока предлагаем посмотреть видео, из которых мы сделали шаблоны для мемов. В главной роли Валентин Выгодный и «Пакет» от Х5 — сервис для выгодных покупок в «Пятёрочке» и «Перекрёстке».
Реклама ООО «Корпоративный центр ИКС 5», ИНН: 7728632689
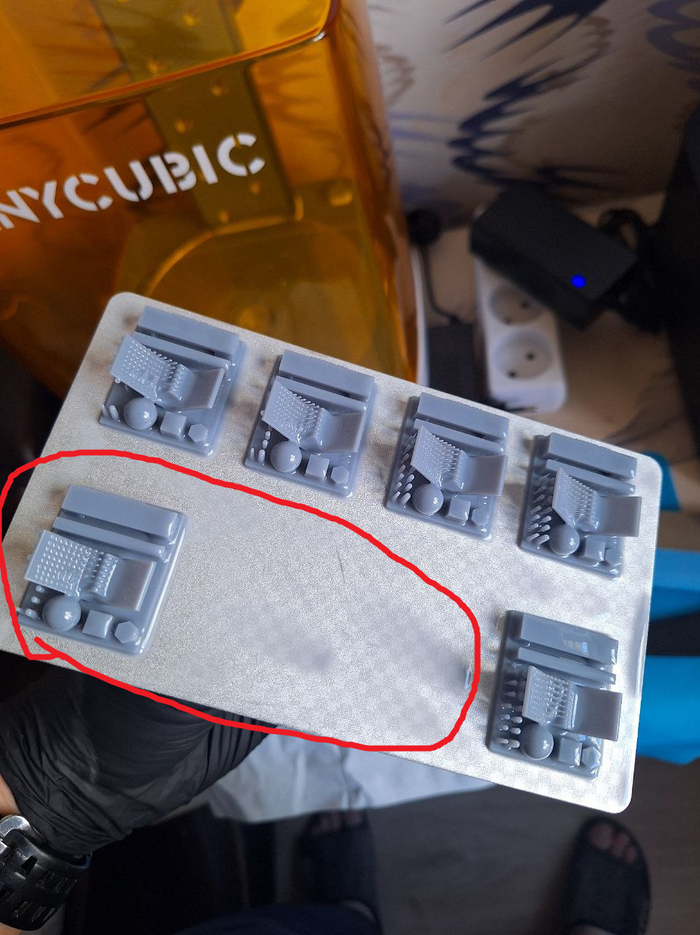
Прошу помощи. При печати часто выходит, что отпечатки в определённой области стола либо не отклеиваются от плёнки (если детали небольшие), либо от стола отходит часть нижнего плота. В результате или модель ведёт по форме, или их выходит меньше по количеству. Проблема постоянно наблюдается в одной и той же части стола. Пробовал разное время экспозиции, повторно отрегулировать уровень - ничего не изменилось. Принтер Anycubic mono 2, смола стандартная спиртомойка от того же производителя.
Для примера изображение с последнего теста RERF - стабильно не печатаются 2 или 3 плашки. Проблемную зону примерно обвёл красным.
У ювелиров много скепсиса по поводу ювелирного литья по выжигаемым напечатанным фотополимерным моделям. Есть конечно фавориты технологии, такие как Solid Scape, и все бы хорошо, если бы не ценник (1.5 млн принтер, от 45к за кг смолы). Есть Envision (900/50к).
Притом не берем в расчет доступность всего этого в наше время перемен.
Есть настольные фотополимерные принтеры в цене 50-200 тыс, на которых можно получить приемлемую печать, но с выжигаемой смолой столько же мнений, сколько и видов этой смолы.
Очень заманчиво на относительно недорогом оборудовании получить чистую отливку, но...
У кого то получается, у кого то нет, на одном и том же оборудовании и по схожим инструкциям. То есть - 20% успеха принтер, 40% успеха полимер, 40% - литейщик.
Получить какую то информацию у тех, у кого получается, достаточно сложно. Проф секреты, наверное.
Публикуем опыт, переданный нам одним ювелиром, который не против им поделиться.

Фотополимер Hardlight Jewelry WAX

Принтер Anycubic Photon Ultra DLP
Настройки поддержек: Поддержки ставим в программе ChiTuBox, там лучше алгоритм расстановки и настройки самих под-держек. После расстановки поддержек экс-портируем в STL и загружаем в слайсер Photon Workshop (функционал поддержек там слабоват).
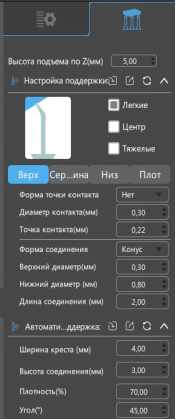
Настройки печати в Photon Workshop
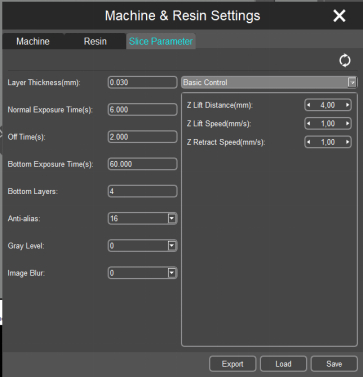
По печати особых замечаний нет. Полимер не любит высоких скоростей отрыва-ретракта. Обязательна пауза перед засветкой слоя после ретракта.
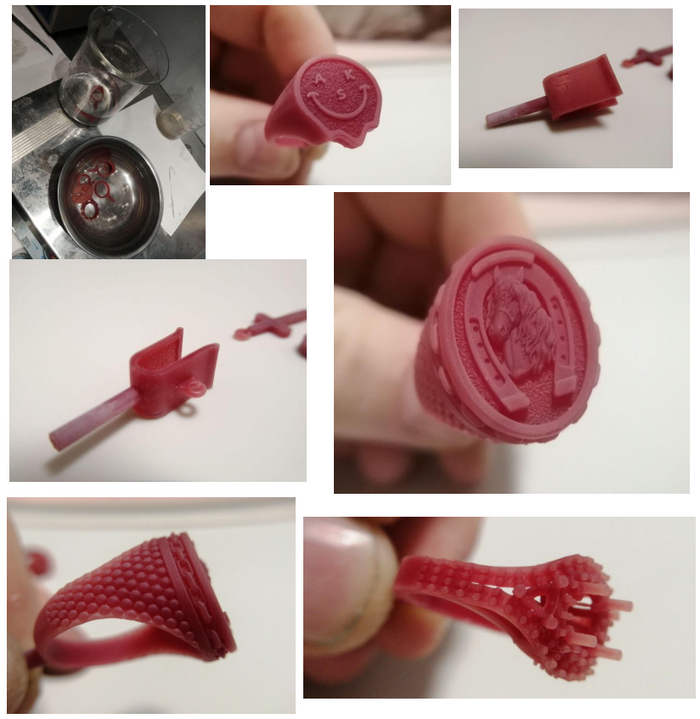
Дальше - пост обработка. От нее зависит половина дальнейшего успеха.

Снятие с платформы

Первая отмывка в грязном спирте. 1-2 минуты

Отмывка в чистом спирте. 1-2 минуты

Сушка (обдувка): я обдуваю с компрессора, но данную операцию можно делать медицинской клизмой. Задача убрать все блестящие пятна. Модель должна быть матовой. Все блестящее это либо спирт, либо остатки не засвеченного полимера. Если остаются следы - в спирт
Удаление поддержек: я удаляю их руками, так как мелкая точка контакта легко отламывается, создавая “пенек”. Некоторые труднодоступные поддержки убираю скальпелем. Пеньки потом убираем наждачкой или сатином.
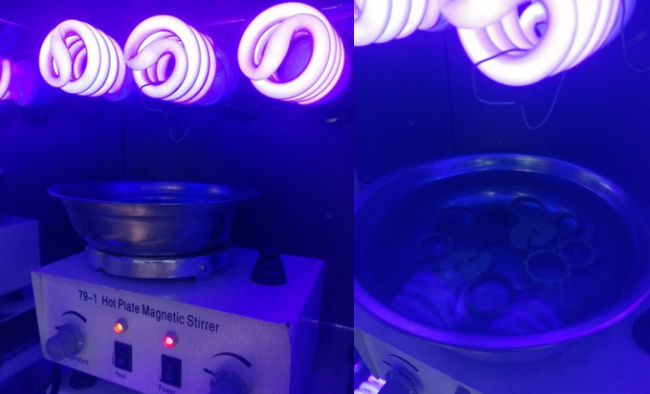
Модели вывариваются в воде с температурой 80-85 градусов, 2 часа. В конце операции модель должна “побледнеть”. Вываривание происходит совместно перемешиванием и засветкой под ультрафиолетом.
Отмывка после вываривания! С поверхности модели нужно смыть “хлопья”, которые образовались при варке. Поверхность должна остаться сухой и матовой.
С поверхности модели нужно смыть “хлопья”, которые образовались при варке. Поверхность должна остаться сухой и матовой.
Литье тестировалось в разных литейных мастерских. Результаты разные, но стабильные. Данные настройки нужно брать за основу, и если нужно, то корректировать под свои процессы. Но литье данного полимера лучше лить на ПОЛИМЕРНЫХ режимах.
Литейщик № 1.
Форммасса PRESTIGE ORO, соотношение форммассы и воды стандартное 40:100. печь Митерм 27
Прокалочный цикл:
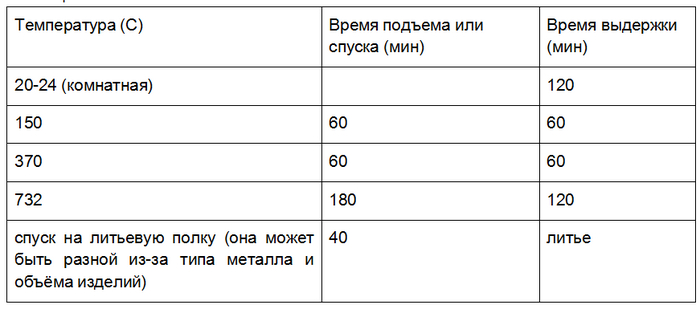
Данный вариант литья считается восковым. И у данного литейщика выходило стабильное качественное литье 4 раза под ряд. У другого литейщика на данных циклах литье браковалось, но у него была другая форммасса.
Литейщик №2.
Форммасса PRESTIGE OPTIMA, соотношение форммассы и воды стандартное 40:100, печь самодельная
Прокалочный цикл:
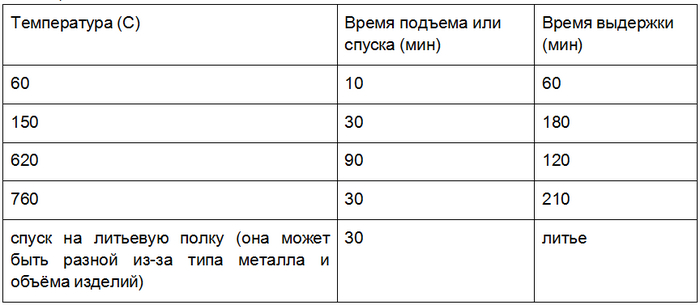
У этого литейщика брака не было
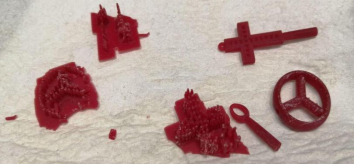
Результат после литья:

МОИ ВЫВОДЫ:
- Высокая детализация печати (у разных принтеров при разных настройках могут быть разные результаты, но «ответ» от пятна света максимально точный)
- Стабильный в печати и литье
- Без сильного запаха
- Достаточно твердый, для того что бы ставить тонкие поддержки (а это очень важно)
- Относительно недорогой
Применяю лично я для ювелирки, но подойдет и для стоматологических работ.
В результате мы получаем отливку с микро обрушениями. Обрушения конечно есть, но они приемлемые. За 10 лет практики я научился их находить. И могу сказать что так бывает и на воске.



На этом - все. Всем удачных печатей!
Подскажите, можно ли печатать фотополимерной смолой от другого производителя? Например, смолой от Elegoo на принтере от Anycubic. Конечно, смола при этом не какая-то особенная, а просто распространённая, вроде водосмывающейся.
С тех пор, как в моей жизни появился фотополимерник, всё ищу ему новые применения. Экспериментирую. И вот одно из применений, которые я нашла - печатать себе серёжки. Маленькие украшения - это как раз то, в чём мой аникубик лучше fdm-товарища.
В моделировании я пока не сильна, так что первую партию гробиков делала из стандартных фигур в Tinkercad.

Вторые, с паутинкой, хотела было тоже создать из базовых форм, но оказалось, что их проще нарисовать и потом перевести в модельку.

Все остальные всё же делала в Tinkercad


Смолы уходит на такие радости немного. А если мне надоедают одни серёжки, можно сделать другие и перевесить их на те же крючки. А старые пока складировать, чтобы потом, возможно, продать на какой-нибудь ярмарке или подарить друзьям, если кому-то такие понравятся.
Из минусов - серёжки не очень прочные. У меня пока при носке не ломались, но я знакома со своей водосмывайкой - если ломать специально, в руках распополамится, как печенька.
Ну, и ещё я пока не научилась идеально обрабатывать штуки от остатков поддержек и светлого налёта, хоть следую советам читателей и промываю фигурки тщательнее. Впрочем, прогресс есть, Москва не сразу строилась.
Как думаете, что ещё можно напечатать из смолы?

Плаги 32 мм из красного дерева со вставками напечатанными на 3д принтере




Ну что, потренировались? А теперь пора браться за дело всерьез.



