Друзья помогите советом или может быть, кто-то из вас поделиться советом. Суть такая, есть трафаретная секция (работаю в типографии) в которую автоматически подливается трафаретный лак, так вот, насос подачи лака сломался, в автоматическом режиме не работает. Оборудование итальянское, запасные детали не высылают, нужно найти решение самому. Может кто то подскажет устройство для подачи вязкой жидкости и которое может поддерживать режим автоподачи. Всем спасибо!
З.Ы. Я сам оператор станка, я не механик. Нашему механику электронщику похер, он ничего делать не собирается.В итернете искал решение, но как то не получилось.
Стеклодувное дело, как и многие ремесла, немыслимо без изрядной оснастки. Речь идет о мелких вспомогательных инструментах, не говоря уже о горелках-печах-вытяжках и разовых приспособлениях из подручных, с учетом специфики работ, материалов. Мастера стеклодувы признаются – часто, изобретение и изготовление оснастки – державок, проставок и прочего подобного, занимает времени и сил больше, чем сама работа со стеклом.
Разумеется, в горячей обработке стекла в пламени горелки, есть разные направления – декоративное, приборостроение для химии, приборостроение для физики (проволочные выводы, вакуум, геттер), каждое из которых требует ряд характерных инструментов, но изрядная их часть все же похожа – принципы обработки круглой стеклянной трубки-заготовки более-менее одинаковы. Количество единиц в табельном универсальном комплекте инструментов стеклодува-приборостроителя – ужасающее, нам же, как любопытным и «сочувствующим», домашним экспериментаторам, можно обойтись и более скромным ассортиментом, изготавливая и опробуя каждый поштучно. С радостью и удовольствием.
Один из первейших инструментов обязательно присутствующий на рабочем столе мастера-стеклодува – обкатка, иначе – канавки, колодка, укатка. Некий брусок с термостойкими канавками правильной или заданной специальной формы для принудительного утолщения стекла, местного ступенчатого уменьшения его диаметра. В любой, хоть сколько то сложной, стеклодувной работе используется регулярно и часто, а с нашим ограниченным сортаментом тонкостенных заготовок-трубок и вовсе придется с ним сродниться. Инструмент конструкцией и приемами работы очень похож на подрезку, хотя задачи здесь совершенно иные.
Как и многие стеклодувные инструменты-приспособления для непосредственного контакта с размягченным раскаленным стеклом, практика предлагает недлинный ряд материалов, расположенных по ухудшению свойств – графит, медь и ее сплавы, текстолит с обугленной поверхностью, плотное дерево с обугленной поверхностью. Графит дорог но долговечен, дерево наоборот. Тем не менее, древесина широко распространена, дешева, легко и привычно обрабатывается. Сложнейшие работы выполнялись стеклодувами прошлых эпох, с использованием деревянного инструмента. Заготовка может быть из дуба, ясеня, клена, груши, акации и др. В моих краях, а это средняя полоса России - лесная зона, чрезвычайно распространена береза, обычно используемая для дров при печном отоплении. Это светлое и плотное дерево, однородное, с невыраженной структурой, малостойкое к влаге, колкое.
Подходящий обрезок сухой нетонкой строганной березовой доски (Фото 2) подобрал в своем деревянном хламе. В общем случае ее пришлось бы выкроить (без сучков и недопустимых дефектов), отпилить и прострогать. Ориентируясь на имеющийся ассортимент стеклянных заготовок-трубок подобрал ряд свёрл по дереву – крупные, перовой системы, самое тонкое – 10 мм – спиральное с шипом. Выбрал часть деревянной заготовки и разметил с карандашиком и лейкой (Фото 3).
Фото 3. Разметка заготовки-деревяшки. Сучок получился в нижней части основания и помехой не станет. Центры полных отверстий нашёл и наколол шилом.
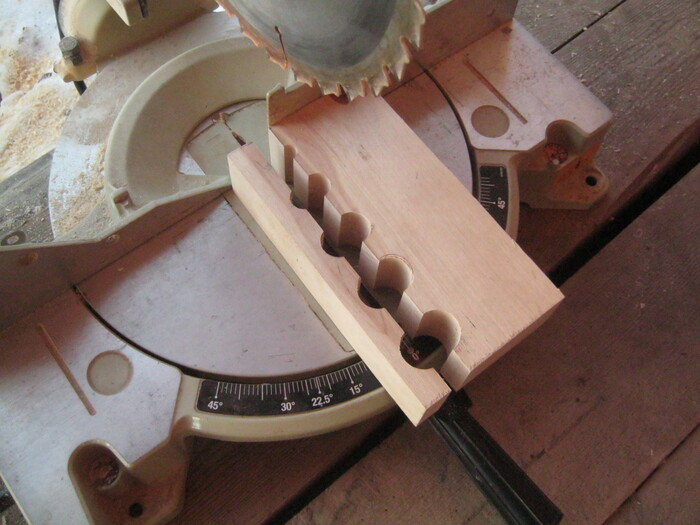
Фото 4. Отрезал размеченную заготовку на торцевой пиле.
Фото 5. Предварительные отверстия.
Сверло при выходе из заготовки оставляет не слишком ровный край, тем более у березы склонной к сколам. Существует несколько столярных приемов позволяющих иметь ровное просверленное отверстие с обеих сторон. Один из них – сверление с каждой из сторон чуть более чем до половины глубины. Для этого сверлим предварительное направляющее отверстие небольшого диаметра. Спиральным сверлом по дереву. Скол от него небольшой и перекроется сверлением чистовым.
Фото 6. Спиральное сверло по дереву Ø10 мм, для самого маленького отверстия.
Вместо направляющего отверстия использую след от его центрального шипа – чуть не досверлив до конца, при необходимости, прокалываю его шилом и по этой метке, сверлю с обратной стороны.
Фото 7. Перовое сверло сильно разбрасывает опилки – чтобы поменьше мусорить в мастерской. По случаю умеренного мороза сверлил на улице.
Фото 8. Здесь же, на торцевой пиле, разрезал деревяшку по отверстиям на две неравные части. Причем так, чтобы основная, нижняя оказалась с ровным полукругом.
Фото 9. Разметил и «пионерским» выжигателем по дереву сделал надписи – диаметры канавок.
Не столько ради необходимости, сколько для украшения – пояснительные надписи очень к лицу любым приборам и приспособлениям. К тому же, береза хороший материал для выжигания. По готовым надписям прошелся мелкой, размером с зубную, нежесткой корщеткой – для удаления обугленных частей. Цвет линий после этого становятся приглушеннее и ровнее.
Фото 10. Обугливание рабочих поверхностей – на открытом воздухе, портативной газовой горелкой.
Нижнюю часть дерева защитил двумя кусочками оцинкованной стали. Литература рекомендует обжигать деревяшки для горячего стекла так, чтобы толщина угольного слоя была 1…2 мм. Тогда он не горит, не дымит, легко скользит по размягченному стеклу не оставляя следов.
Попробуем применить нашу обкатку – сделать на конце трубки Ø18 мм ступеньку-утоньшение.
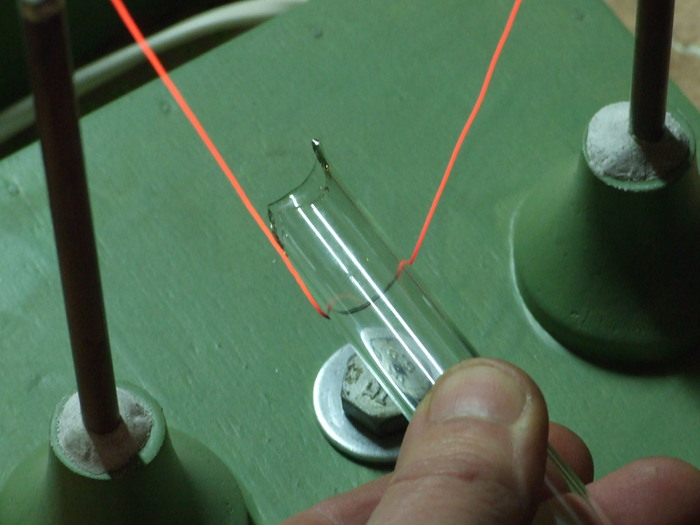
Фото 11. Подобрав кусочек трубки длиной около 30 см выровнял его неровный – лопнувший от термоудара, край.
Немного отступив от зазубрин, чтобы трещина не пошла от них, царапнул на трубке ребром алмазного надфиля риску миллиметров в пять и приложил её к накаленной током нихромовой проволоке приспособления. Получив короткую трещину чуть провернул заготовку «ведя» раскол до полного смыкания его концов. Всё, трубка легко и относительно ровно ломается.
Фото 12. Разогрев конца стеклянной трубки в пламени горелки.
Видно характерное оранжевое «содовое свечение» - испарение ионов натрия с поверхности стекла. Верный знак окончания прогрева заготовки, теперь термоудар ему не страшен и можно греть секло с любой скоростью без опаски. Фото для примера.
Работать на горелке со стеклом удобнее всего в полумраке - так лучше видно факел и точнее определяется состояние стекла по его свечению. Разогретое стекло вынутое из пламени светится ровным малиновым светом. Прижимаем его к обугленной части обкатки и прокручиваем сужая.
Фото 13. Охлаждение в вермикулите.
Стекло – материал более чем деликатный, не терпящий резких и значительных смен температуры – термоударов и реагирующий на них растрескиванием. Немедленным или отсроченным – возникающие внутренние напряжения разрывают изнутри. Спасает отца русской демократии отжиг. Полноценный в печи или хотя бы импровизированный – возможно более медленное и плавное охлаждение горячего стекла. Достаточной для некрупных промежуточных работ мерой является окружение горячей заготовки огнеупорным теплоизолятором, например – погружение в жестянку с вермикулитом – слюдоподобным минералом популярным у цветоводов.
Фото 14. Получившееся, далеко не идеальное, сужение – не хватило тепла при разогреве и стекло осталось слишком вязким, не достаточно хорошо обугленная деревянная колодка горела и дымила при работе загрязняя стекло.
Фото 15. Сужение, вид с торца.
Фото 16. Повертев отпиленную часть деревяшки (Фото 8) решил тоже ее использовать в дело снабдив небольшой простой подставкой собранной на столярный ПВА и некрупные гвоздики, из чего-то хвойного подвернувшегося под руку.
P. S. Интересующихся и сочувствующих располагающих литературой (книги, статьи, заметки) 1920-30-х годов касательно изготовления первых радиоламп, прошу поделиться.
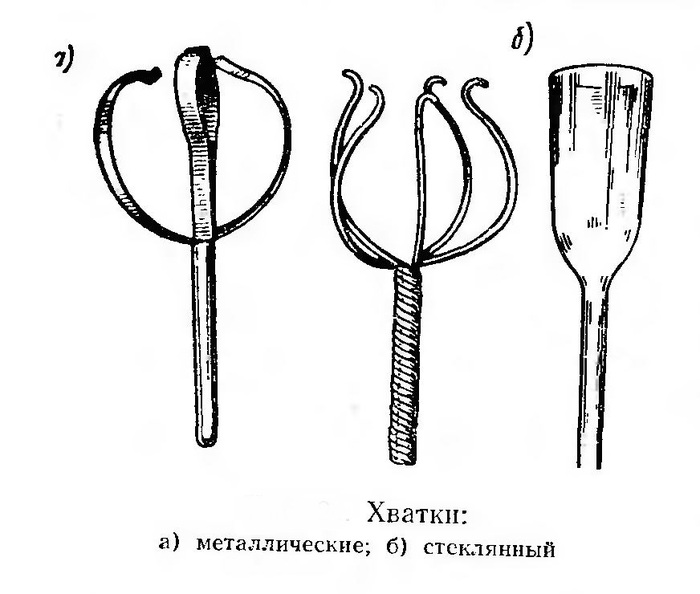
Продолжаю оборудоваться и оснащаться на пути к простейшей самодельной радиолампе. Стеклодувное дело – специфическая забава, кроме прочего, требующая как-то удерживать и манипулировать раскаленными стеклянными заготовками. Причем о средствах грубых, вроде кузнечных щипцов или сварочных кожаных краг речь не идет. Нужна подвижность и чувствительность пальцев. Выручает целая армия, разного рода, специальных хваталок, державок, пробочек с ручками, нарочито припаянных к заготовке технологических стеклянных «усов» и прочего подобного. От сложных раскладных универсальных захватов, до простейших специальных, для одной операции, приспособлений из гнутой стальной или алюминиевой проволоки.
Рис. 2. Зимин В. С. «Стеклодувное дело и стеклянная аппаратура для физико-химического эксперимента». Изд. «Химия». 1974 г.
Здесь, несложный захват-державка сделан для операции запаивания проволочных выводов электровакуумного прибора (ЭВП) в стеклянную ножку гребешкового типа, хотя будет полезен и при ряде других операций. Конструкция захвата родилась при взгляде на аналогичную китайскую хваталку для выпаивания радиодеталей.
Фото 3. Некрупный цанговый захват с Али Экспресс для выпаивания микросхем.
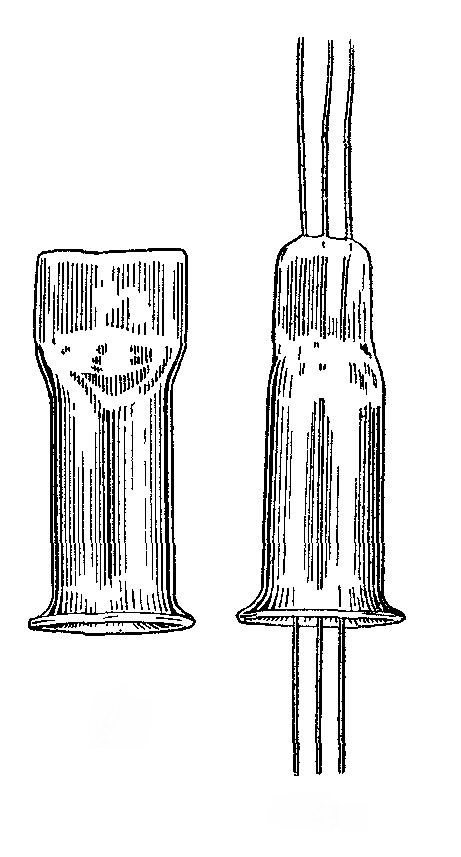
Рис. 4. Гребешковая ножка ЭВП. Веселовский С. Ф. «Стеклодувное дело». Москва, 1952 г.
Стеклянная деталь и готовая ножка с впаянными выводами. Применяется как в радиолампах с октальным цоколем, так и в осветительных лампах накаливания, трубчатых люминесцентных и др.
Что понадобилось для изготовления.
Набор некрупного слесарного инструмента, мощный паяльник с принадлежностями, мелочи, расходные материалы.
К делу.
С конструкцией захвата было более-менее понятно – аналогично электромонтажной (Фото 3) но погрубее и в пригодном для нашей цели масштабе. Стеклянная деталь ножки довольно короткая и по крайней мере кончики захвата будут изрядно разогреваться, что в очередной раз заставляет задуматься о материалах.
Для прочных длинных и нетолстых спиц применил нержавеющую сталь. Материал этот не слишком распространен в стеклянном приборостроении, зато часто используется в декоративном стеклоделии – пинцеты, щупы, иглы, крючки, ножницы. В основном, инструмент медицинский и для короткого контакта с размягченным стеклом – горячая нержавейка таки к нему липнет. Мединструмент как правило немассивный, техника работы им такова – рядом с горелкой стоит и стаканчик с водой. Как только пинцет или крючок начинает липнуть, или просто через некоторые промежутки времени, его ненадолго макают в воду и продолжают работать.
Эту переменную прилипаемость можно применить с пользой, например - к разогретой нержавеющей технологической спице-державке можно прилепить некрупный кусочек стекла и обрабатывать его в пламени не относя далеко от факела. Вынесем его из пламени и через полминутки спица отколется при охлаждении. Такой нержавеющий прутик можно с успехом применять вместо стеклянной палочки обычно используемой для мелких промежуточных операций во многих работах. Как и стекло, нержавеющая сталь неважно проводит тепло.
Подходящей нержавеющей проволоки не нашлось, пришлось пожертвовать четырьмя нетолстыми, Ø2 мм, электродами ЦЛ-11 (?). Оббил с них обмазку молотком на наковальне, зачистил от остатков несколькими номерами наждачки.
Фото 5. Заготовка держателя, модель для хватания.
В качестве объекта для хватания сделал модель – отрезал кусок стеклянной трубки Ø18 мм, длиной около 200 мм. Постепенно разогрел в пламени стеклодувной горелки её конец до размягчения стекла и в два приема сформовал небольшой конус медной разверткой смазанной расплавленным воском. Укрыл деталь базальтовым одеялом для плавного остывания – условный отжиг, аналог классического прогрева «в светящемся коптящем пламени». Минут через 20 остывшую трубку можно доставать. Отрезал развернутый конец – чиркнул поперек трубки ребром треугольного алмазного надфиля короткую риску и приложил ее к накаленной нихромовой проволоке электрорезалки. Дождавшись негромкого «хруп!», повернул трубку. Проведя таким образом в три приема кольцевую трещину легко отломил деталь - заготовку гребешковой ножки лампы (на фото). На концах нержавеющих спиц плоскогубцами отогнул сообразные крючки-захваты.
Попытался и бросил, схватить свою стеклянную воронку четырьмя независимыми крючками – вертятся как намыленные, соскальзывают. Следует скрепить их в однозначном положении. Пайкой. Применил пайку мягким безсвинцовым (таки ручной инструмент) – сплав олово-медь-чуток-серебра, припоем. С подбором флюса провозился неожиданно долго – проверенные варианты вроде ортофосфорной кислоты не сработали и даже специальный «для коррозионно-стойких, понимаешь, сталей» виновато развел руками, подлец. Почти отчаялся, но выручил флюс для алюминия.
Фото 6. Супер-пупер флюс. Как оказалось, работает и с безсвинцовым припоем на нержавеющей стали.
Фото 7. Паяльные эксперименты.
С подбором флюса спаял крючки попарно, предварительно сложив их и сжав деревянными прищепками. Пайка в одном месте, около самых концов спиц. Промыв пайки от остатков кислотного флюса и просушив, надфилем удалил выступающие наплывы припоя.
Фото 8. В качестве ручки-цанги зажима подобрал медную трубочку Ø6 мм.
Старый вариант автомобильного (?) толка несколько более толстостенен. Современные кондиционерные трубочки облегченные, экономные, просвет имеют крупнее, четыре электродных проволочины Ø2 мм в нее аккуратнейшим образом помещаются с небольшим трением. Роликовым резаком отрезал недлинный, так чтобы удобно помещался в руке, но не более, кусочек. Круглым надфилем удалил внутренние сужения - следы резака, зажал в патроне шуруповерта, зачистил и отшлифовал ручку несколькими номерами наждачки.
Фото 9. Сложил две спаянные пары крючков и вставил в трубку-ручку. Попробовал схватить стекляшку за воронку – ба! Работает и неплохо!
Держит вполне уверенно, ослабляется цанга с конца – можно вытряхнуть горячее стекло, охладить водой железку и работать дальше.
Такую стеклянную деталь при обработке в пламени придется непрерывно вращать и чем тоньше ручка зажима тем легче это делать. Деревянная ручка отпадает - слишком толсто. Однако, не будет ли металлический зажим жечь пальцы? – вопрос на который можно ответить только практически. В крайнем случае на медную трубку можно усадить несколько слоев термотрубки или надеть кусок силиконового шланга.
Фото 10. Разжег большую настольную «пушку», постепенно разогрел короткую стекляшку с юбочкой в зажиме и внес в самую горячую часть факела.
Деталь некрупная и можно придвинуть отражатель поближе к горелке. Для тренировки попробовал сделать «пробирочное дно» на ровном конце трубки – долгий равномерный нагрев с вращением и силами поверхностного натяжения края стягиваются. Заготовка однако, оказалась слишком короткой – юбочка тоже перегрелась, размягчилась и смялась крючками. Цель эксперимента, тем не менее, достигнута – сильный разогрев крючков. Ручка осталась теплой, но не горячей, даже термотрубка не понадобилась.
Фото 11. Тест на удерживание. Зажал цангой отрезок трубки подлиннее с едва намеченной юбочкой «под пробку». Попробуем развернуть конец в воронку, а это значительное боковое усилие.
Фото 12. Равномерно разогрев край заготовки, гладким и смазанным воском, ребром медной развертки, вращая заготовку, расширяем горловину трубки. Вынув из пламени.
Стекло быстро остывает, операцию приходится делать за два-три подхода. Трубка в зажиме чуть скользит, из-за чего новая воронка выходит слегка кособокой.
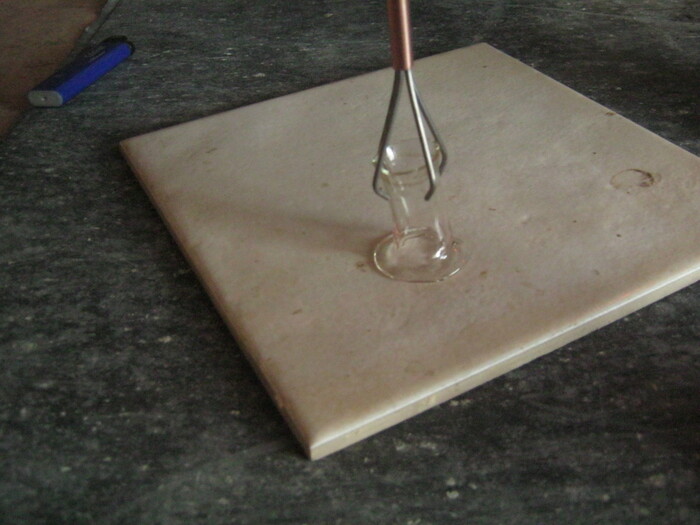
Фото 13. Неровный волнистый край воронки разогрев, прикладываем к «мраморному бруску».
Фото 14. Учебно-тренировочные работы с применением цангового зажима. Возился изрядно и не охлаждая водой между деталями. Ручка нагревается не слишком сильно, крючки к стеклу не липнут.
Фото 15.
P. S. Интересующихся и сочувствующих располагающих литературой (книги, статьи, заметки) 1920-30-х годов касательно изготовления первых радиоламп, прошу поделиться.