

Замена системы управления на плазменной резке с ЧПУ. (пара способов подпортить жизнь сервисном инженеру)
Краткое содержание предыдущих частей:
На производстве стоят плазменные резки с ЧПУ, в которых надо полностью поменять автоматику.
https://pikabu.ru/story/zamena_sistemyi_upravleniya_na_plazm...
В процессе работ (на самом деле ещё до начала), инженер, который который влез в это по самые такие органы, что дальше только вплавь, а заодно утащил с собой весь ОГМ (этот инженер - я), ищет, какие бы ещё вещи сделать в станке лучше.
https://pikabu.ru/story/zamena_sistemyi_upravleniya_na_plazm...
Знаете, бывает такое, что не даёт покоя какая-то мелочь. Как на картинках про ад перфекциониста, когда одна плитка уложена не в том направлении.
Такая мелочь пару лет не давала покоя и мне, пока я наблюдал за работой плазморезок.
Потому что находилась она в самом сердце портального станка с ЧПУ - в системе автоматического выравнивания портала.
Сама по себе система очень проста: там, где предполагается ноль станка, с обеих сторон стола стоит по концевику. Портал наезжает одной стороной на концевик, останавливает этот мотор и ждёт вторую сторону. Когда она наедет, обе стороны перемещаются обратно на заранее заданное расстояние и включается синхронизация осей. (кстати, пикабушники-ЧПУшники. Если кто-то знает, как это реализовывается в Mach3, когда есть реальные две оси портала, например Х и A, подскажите, пожалуйста. Я меняю оффсеты, но станок реагирует только на изменения по ведущей оси)
Внезапно, в наших станках по одной оси (пусть будет Х1) датчиком одомашнивания служил концевик, который полностью ограничивает ход портала в данном направлении. Само по себе это не плохо, и допускается всеми производителями ЧПУ. Выключатель работает в двух режимах: при поиске ноля - по алгоритму, при работе - жёстко ограничивая ход, чтобы не повредить механику. Но по Х2 концевик так и называется: "home" и стоит примерно на 30-40мм раньше по ходу движения.
Таким образом, каждый раз при поиске ноля портал перекашивает сам себя, чтобы потом выровнять. Ты должен был бороться с неперпендикулярностью, а не примкнуть к ней, ага.
Я решил эту схему не копировать, воткнул датчики на одинаковом расстоянии и оба назначил на ограничение хода и одомашнивание.
Дальше моя любимая история.
Специально для @pysenka
Как контроллер управляет приводом? Посылает ему импульсы. На каждый импульс вал двигателя поворачивается на определённую величину. Чем больше импульсов - тем дальше едем. Чем они чаще - тем быстрее. Но импульсы в вакууме нам не нужны, нас интересует расстояние в миллиметрах. И производители ЧПУ дают нам инструмент для связи с реальностью - коэффициенты пересчёта импульсов в миллиметры. В случае с нашими старыми контроллерами он назывался outscale и имел размерность импульсов в мм. Фантастика! Живи и радуйся! Посчитай один раз, введи коэффициент в стойку и будет тебе счастье! Ага, пенис там принимал водные процедуры.
Потому что контроллер требует ввести ещё один коэффициент. Inscale. Который имеет размерность миллиметров в импульсе и является величиной обратной аутскейлу. Нахуя? Нет, даже не так! Почему?! Ответь мне, ЧПУ, ты же компьютер! Неужели ты не можешь разделить единицу на аутскейл и использовать там, где это тебе надо?
- Могу, - отвечает мне ЧПУ, - и буду делить и сравнивать с тем, что ты там навводил. А если они не сойдутся, буду выпадать в ошибку. И количество знаков после запятой учитывай, пожалуйста, и что в портале в одной оси коэффициенты положительные, а в другой - отрицательные, и что минус - тоже знак. Или не знак, потом решу. И вообще, иди на хуй, начинка для гроба!
А потом меня все спрашивают, чего я вечно злой хожу. Да не ничо, в говно вступил просто.
И сразу коротенечко про монтаж стойки на станке. Собранный шкаф стоял у меня в мастерской около трёх месяцев. Во первых, производству страшно было отдать мне станок на растерзание. Во вторых страшно было останавливать станок на неделю, для демонтажа-монтажа проводки, при условии, что остальные работают нестабильно. В декабре я предложил директору производства провести все работы в новогодние праздники. Тот помялся, но в итоге согласился, и вдвоём с электриком мы за три дня управились.
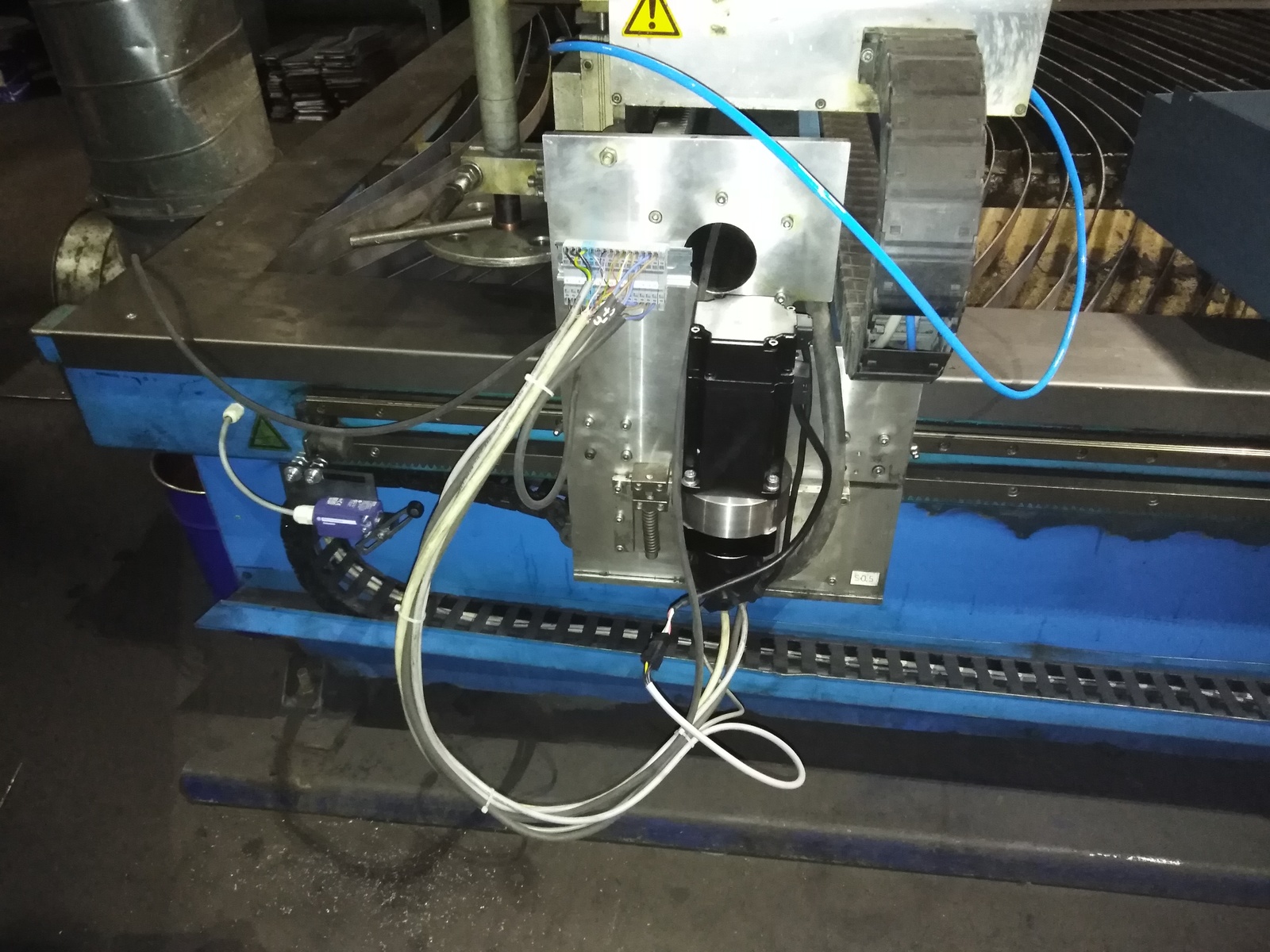
Теперь фоточки! Не по порядку, но весь процесс я всё равно не снимал. Монтаж нового сервопривода:
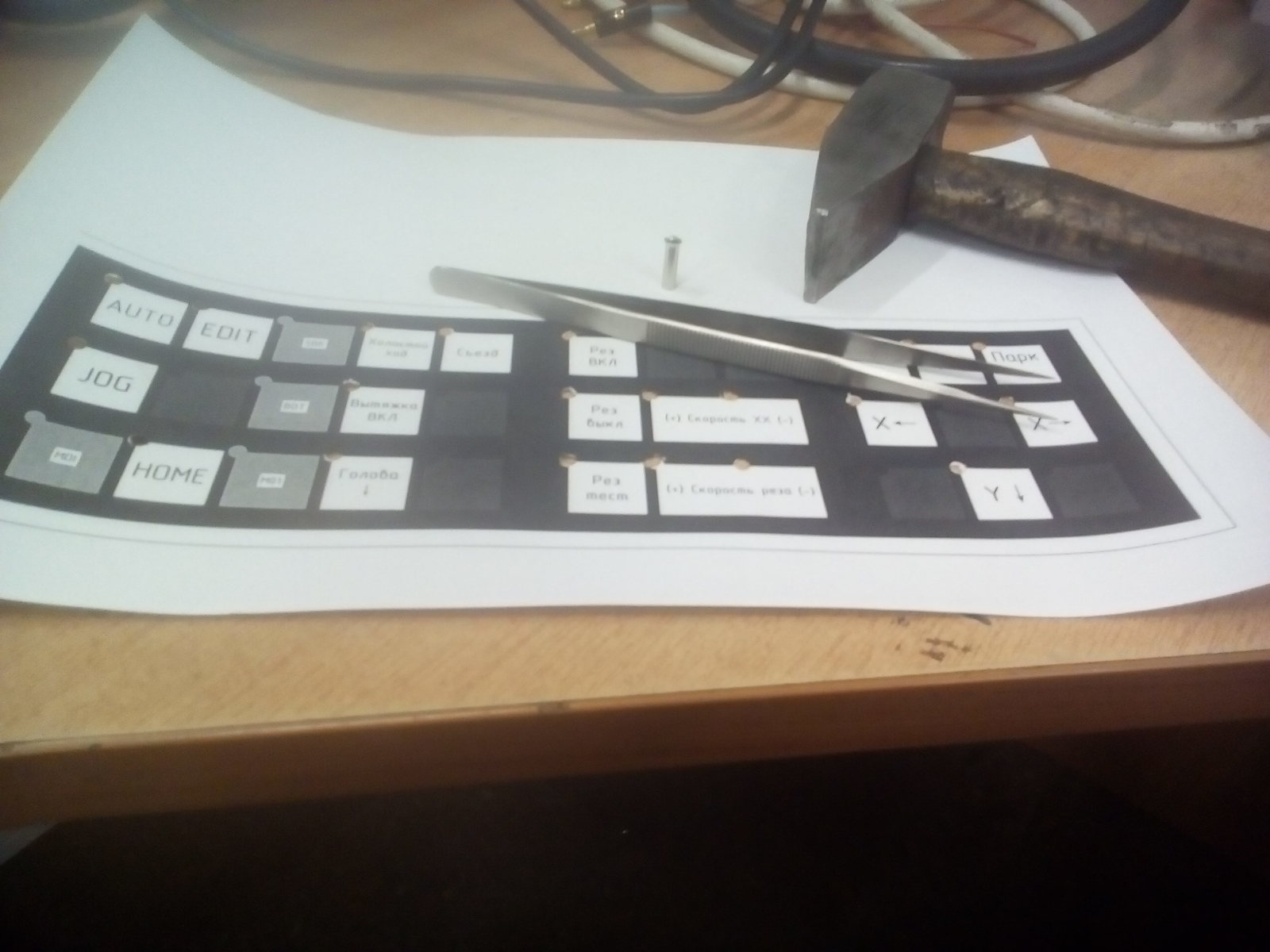
Изготовление фальшпанели на ЧПУ:
В догонку к предыдущему посту: очистка вентиляционного короба. Это то самое окно зоны вытяжки. В нём видно цилиндр, который открывает задвижку и сугроб из продуктов горения.

Это я протягивая кабель через шестиметровую станину, привязан его к дин-рейке:

Голенькая станиночка после демонтажа:

На этапе пнр собрал такую штуку из запчастей от плазматрона и маркера:
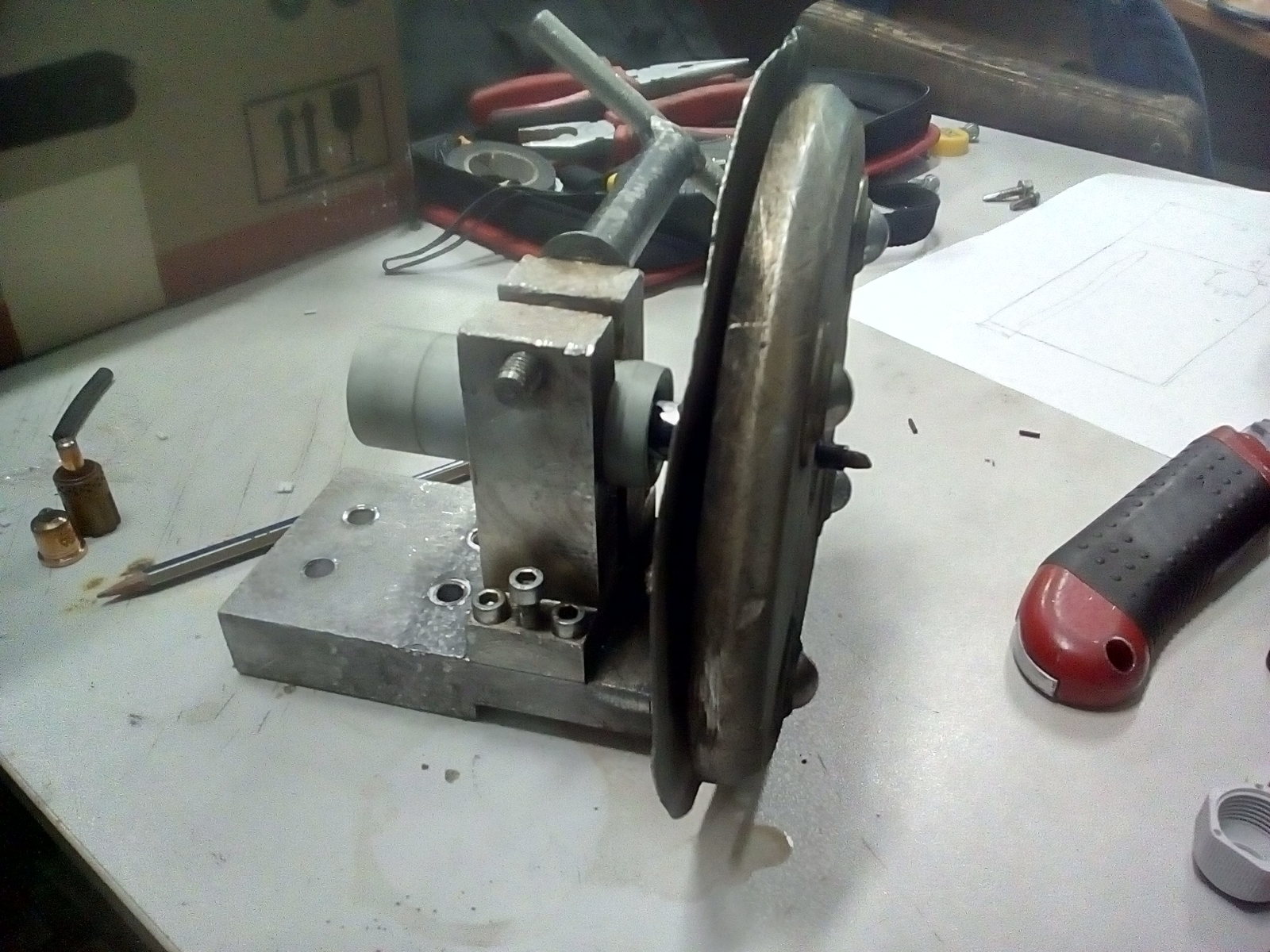
-И чо, ты мне щас весь лист изрисуешь, чо я с ним делать буду? - спросил меня оператор. Как будто если я во время первого пуска порежу всё вкривь, он найдёт, что с этими обрезками делать. Потом успокоились, вроде норм порисовали.
В предыдущем посте есть видео, станка в работе, тут уже не буду прикладывать.
А в чем проблема сделать на Мач3 выравнивание при обнулении? Я собрал несколько плазм, у меня все работает. Х(портал с двумя приводами), Y(1 привод), Z(1 привод), А(нижний портал под станком, с ванной к которой подсоединена гофра вытяжки, следует синхронно с порталом Х - 2 привода). Оси Х и А движутся синхронно друг над другом, при этом имеют свои разные ограничения рабочей зоны, могут отдельно реферироваться, у каждой оси по два датчика для выравнивания. Что конкретно не получается? Home срабатывает только под одному датчику?
Хех. Как раз завтра поеду отремонтированную (сегодня переделывал на нормальный датчик п-н-п погорельца) плату на такой плазморез ставить... а вообще (с точки зрения ремонтника) эти мак3 - детский сад )).. не в обиду, просто после ремонта электроники какого нить trumpf -а плазморезы - просто отдых/праздник какой-то... ))