
Процесс массового ювелирного производства
Всём доброго вечера, тут нередко выкладывают процесс изготовления ювелирных изделий вручную, но не видела постов про производственный процесс как на заводе.
Сидишь ты такой, думаешь, на какую вещь будут покупатели. В данном случае вспомнили мы про фильм Каратель, который нравится моему мужу.

Для начала надо сделать мастер-модель, от неё зависит насколько качественными получатся финальные изделия. Теперь надо сделать 3D модель в Rhinoceros или Matrix.
Обвести эскиз (или фото из фильма, как в данном случае), сделать объёмную 3д модель, выборку с тыльной стороны для уменьшения веса, добавить ушко и литник.
Дальше надо построить математику для фрезерного станка и можно отправлять на вырезку.
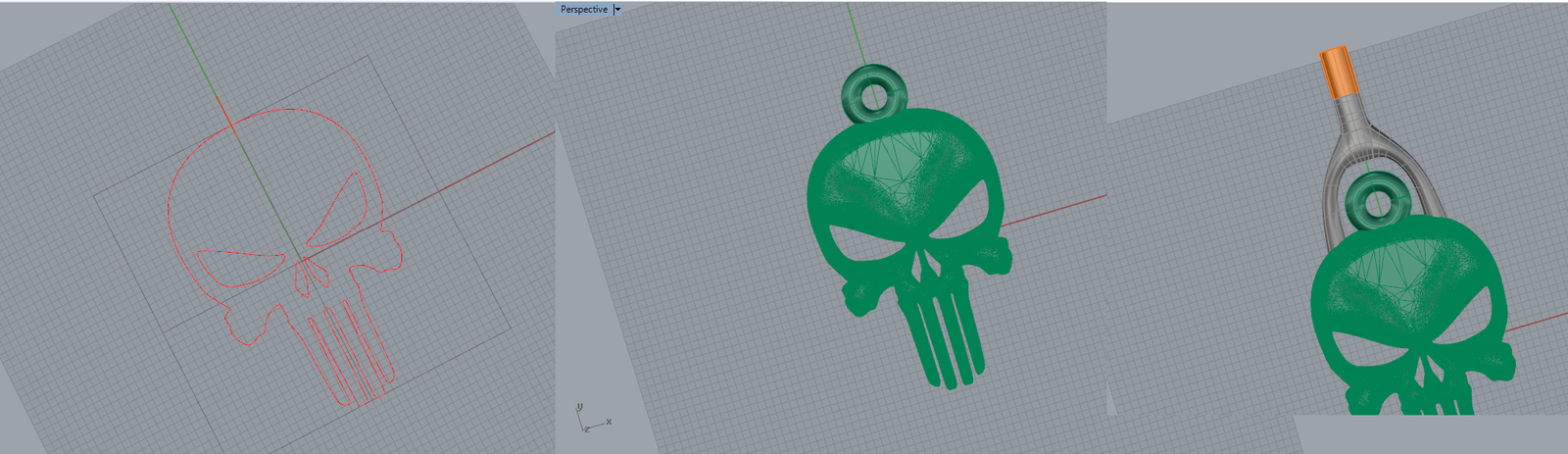
Некоторые пользуются 3D-печатью, но мы считаем, что при вырезке качество модели намного выше, да и литьё полимера имеет свои нюансы.

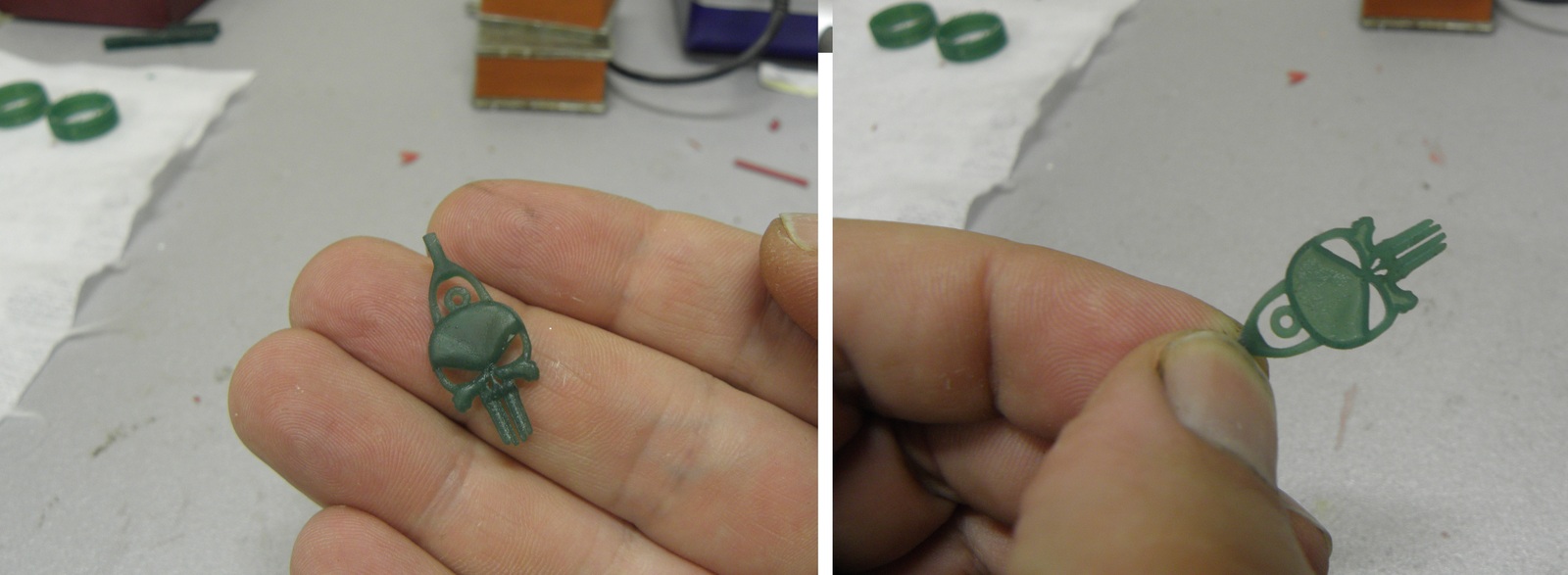
Восковка готова, её надо почистить, при необходимости можно доработать.
Собираем из нужных нам мастер-моделей ёлку с помощью паяльника, по центру будущий литник. Резиновая подошва, чтобы гипс не вытекал при формовании.
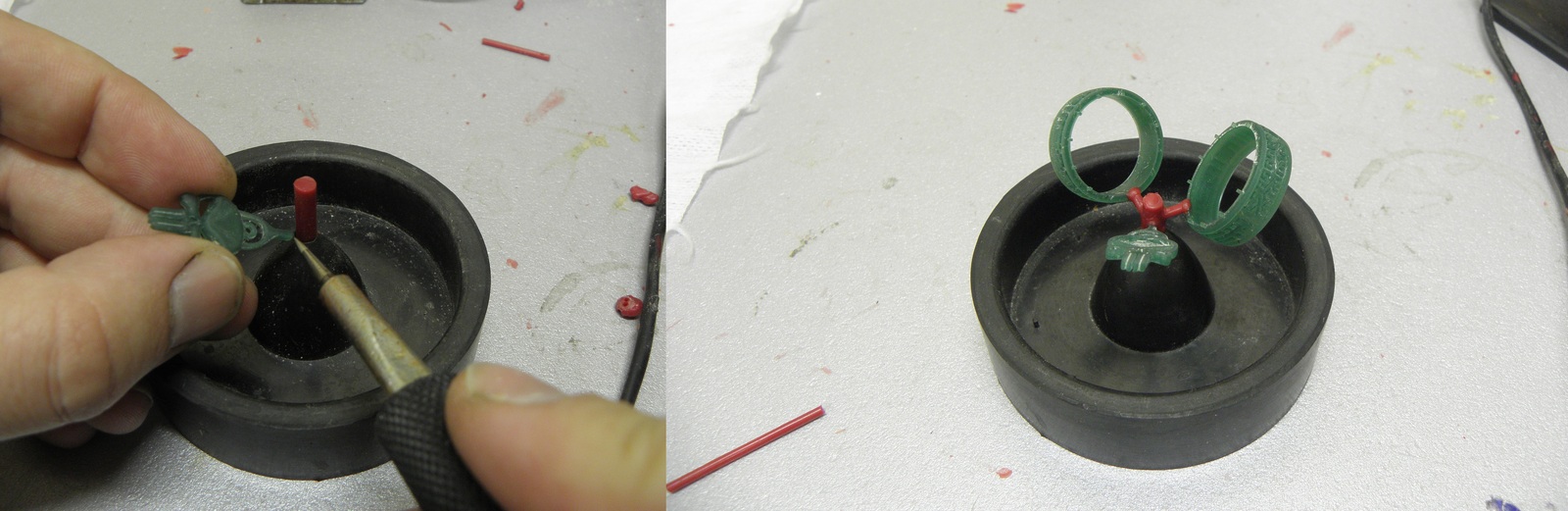
Обезжириваем её, существуют специальные жидкости, но обычная вода с фери или спирт справятся не хуже.
Для литья, надо сделать форму, которая будет точно повторять то, что получилось в воске.
Для этого смешиваю воду и формовочную массу в нужных пропорциях, замешиваю её в миксере (когда-то мешал в обычном кулинарном) и заливаю в опоки (металлические куски труб). Они бывают намного больше на заводах, но для нас маленькие удобнее, да и с их помощью без напряга можно в месяц отлить 4-5 кг изделий.
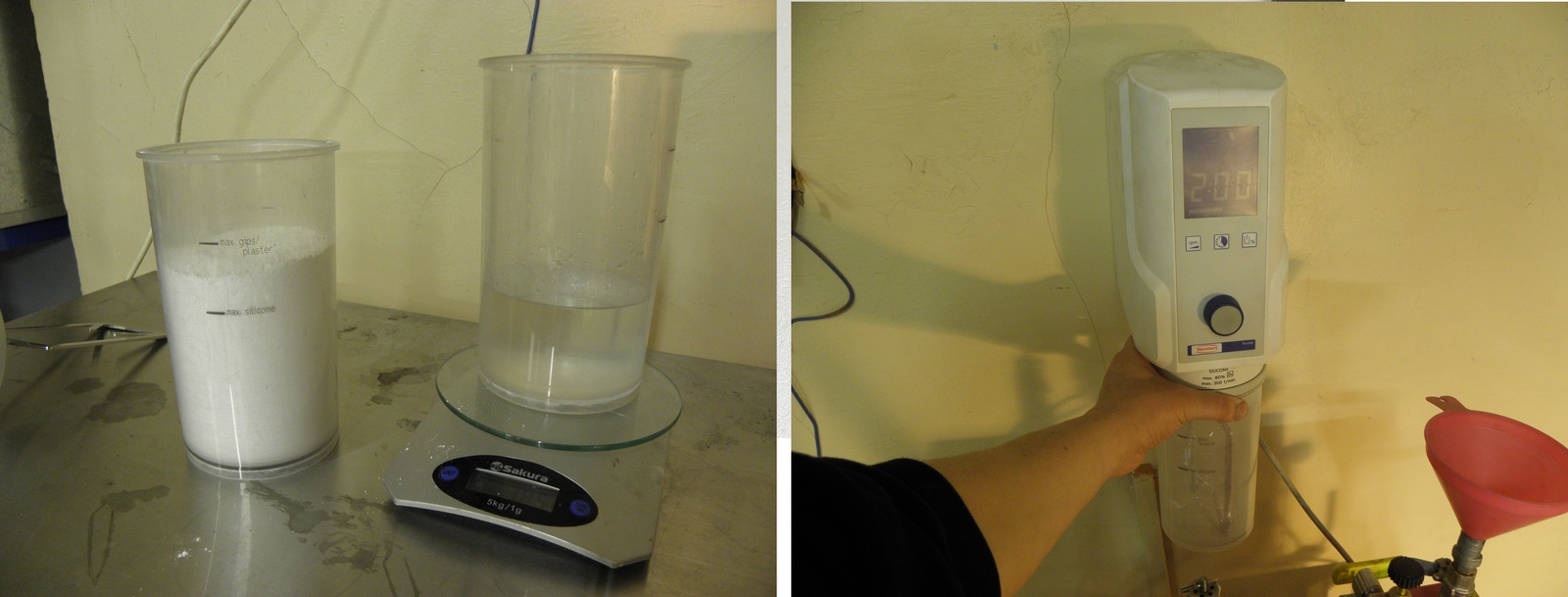

Штука, на которой они стоят, это вибро-стол, он нужен, чтобы форм-масса затекла во все узоры и из неё ушли пузырьки.
Через полчаса она застывает и можно убирать резиновую основу и ставить в холодную печь, включить нагрев.
В ней воск вытечет и гипс будет закаляться до утра.

Мы используем центробежную литейку, для этого надо завести пружину, расплавить в тигеле металл (кстати, классная штука - кварцевая палочка у меня в руках, один её конец раскалён до 1000 градусов, а второй у меня в голой руке, ещё бывают графитовые, но они могут крошиться и портить изделия), вытащить штырь, удерживающий пружину и ждать пока остановится.

Промыть, убрать остатки форм-массы в ультразвуковой мойке/пескоструем/как больше нравится, лишь бы избавиться от них.
Так как это мастер-модель, литник на ней остаётся и дорабатывается до идеальности.

Модель вставляется в специальную резину (пока мягкую как пластилин) и запекается в вулканизаторе.
После, с помощью скальпеля, аккуратно вырезается, с учётом формы изделия. Ведь в будущем необходимо, чтобы восковка пролилась полностью и вытащилась не деформировавшись.
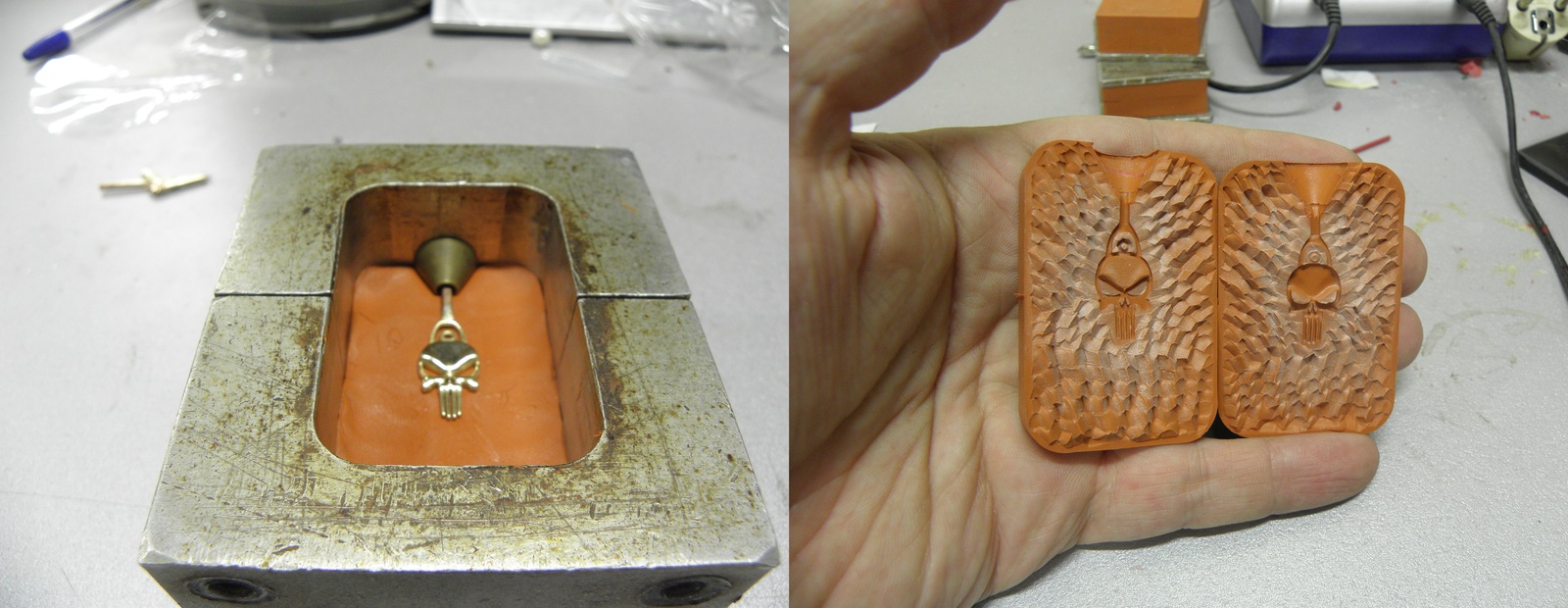
Теперь с этой резинкой можно сделать очень много одинаковых восковок. У нас для этого инжектор, мечтаем о вакуумном, но это дело наживное).

Всё, отливаешь сколько хочешь, кидаешь в голтовку. Это крутящийся барабан, который в зависимости от наполнителя выполняет разные функции. С одним он шлифует, с другим полирует.


Вуаля! Всё готово) (на фото другое ушко, но такая только у мужа на олимпийке, для массового сделали стандартное ушко)

Примерно так это происходит на любом заводе, с поправкой на объём и оборудование. Процесс одинаков, для серебра, золота и платины. (Платина чуть сложнее, но смысл тот же)
Спасибо, что дочитали, если что интересно, спрашивайте.
К тому же, для мужа надо делать в единственном экземпляре, а иначе проще на али заказать.
Привет, а напишите мне, пожалуйста, хотела бы сделать украшения, но не знаю, к кому обратиться. Точнее, по всем обращениям насчитывают чудовищный ценник, к которому совсем не готова. vi.sh гав bk ru :)