
все наверное видели детали(фрезерованные или нет, хз), которые вставляются одна в другую без всякого видимого зазора. Интересно, когда их изготовляют, как то учитывают/компенсируют износ фрезы?
раскрыть ветку (1)
Видели. Учитывая сложные для фрезы контуры деталей, есть мнение, что эту штуковину делали на электроэрозионном проволочно-вырезном станке. В два захода - маму и папу из двух заготовок.
показать ответы
Поправьте, но синяя стружка - это как правило неоптимальный режим? или это только к станкам попроще применимо?
раскрыть ветку (1)
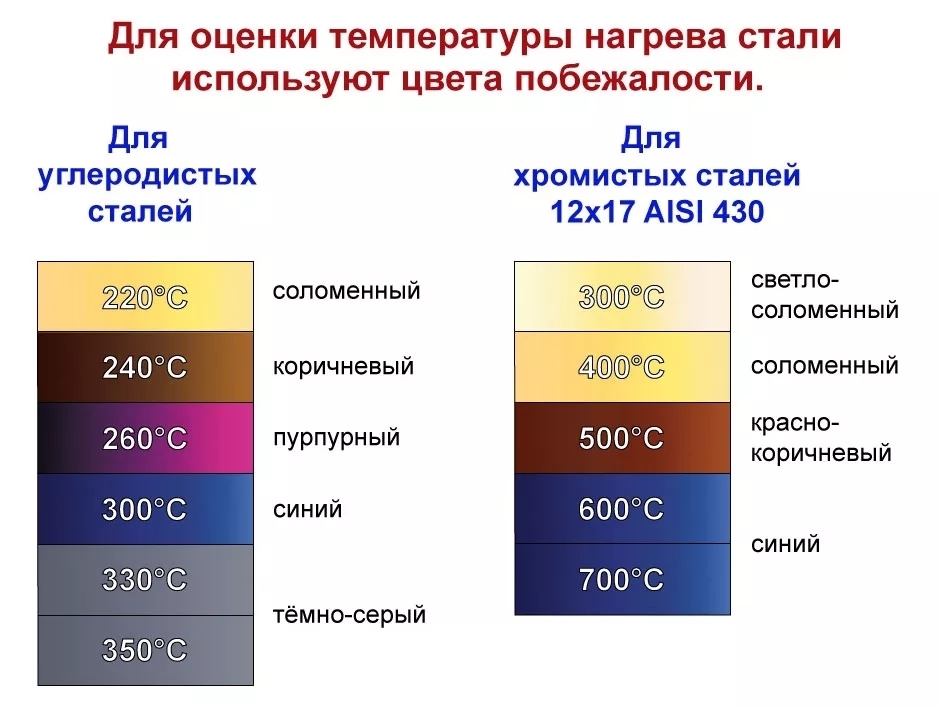
Нормальный режим. Применимо к любым станкам. Стружка как раз отводит большую часть тепла, резец не страдает. А синий цвет - это оксидная плёнка определённой толщины, она и отражает синий цвет. Так называемый цвет побежалости - зависит от нагрева.
показать ответы
О как! Благодарю.
Я просто в металлообработке не шарю, я деревяшки грыз.
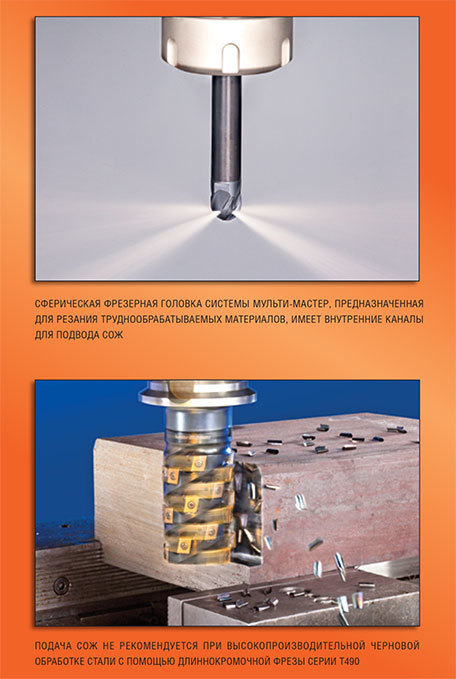
Но всё же, даже если подвод СОЖ через внутренние каналы, то почему на детали нет капель? Высокое давление?
раскрыть ветку (1)

раскрыть ветку (1)
Нет. Обычная работа режущего инструмента.
Вот, возможности станка - сколькикоординатный и прочее - это демонстрация.
ок, тогда вообще в целом про фрезировку - как следят за износом фрез? есть какая то программная компенсация, или пофиг, тупо меняют по регламента и все?
раскрыть ветку (1)
раскрыть ветку (1)
фрезерование со значительным объёмом удаляемого материала сопровождается интенсивным выделением тепла, и подача СОЖ может выступать здесь в роли разрушающего фактора, создавая стрессовую термическую нагрузку. При сухой обработке температура твёрдосплавной режущей кромки тоже высокая, но при правильно установленных параметрах режима резания не превышает допустимых значений. Температура изменяется в достаточно узких пределах и не приводит к термическому шоку материала.
показать ответы