Хомяки приветствуют великих познавателей секретов древности.
Сегодняшний рассказ пойдет о ремесле, которым пользовались наши предки в течении многих тысяч лет. В ходе попробуем повторить технологию и создадим литейную форму из розового шифера. Это материал, который пользовался огромным спросом из-за своих уникальных особенностей. Проведем ряд испытаний, и выясним, так ли все просто в этом деле как рисуют нам книги по истории!?
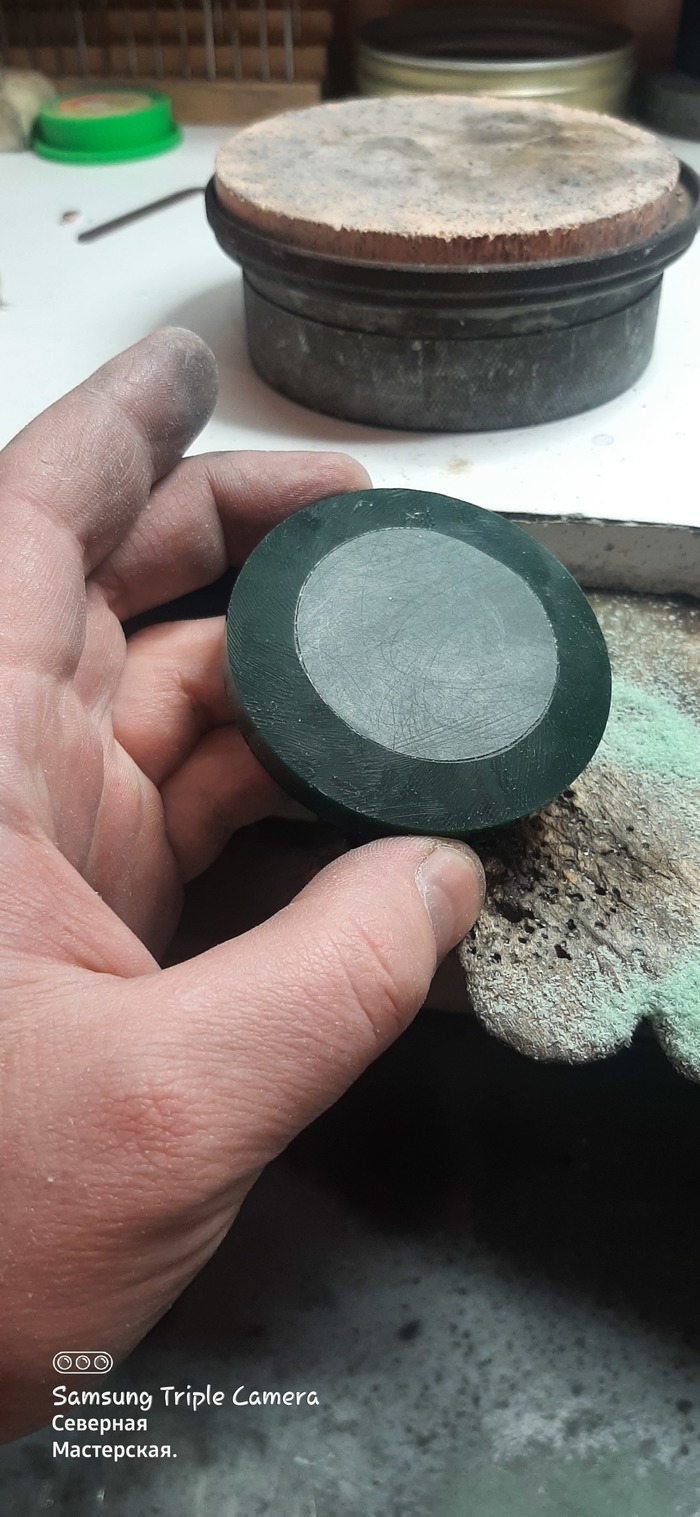
Данный фрагмент розового шифера был доставлен одним хорошим знакомым прямиком из Овруча, откуда раньше происходила добыча этого сланца. Как видно, кусок кривой, и нам нужно выяснить сколько полезного материала из него получиться. Для этого включаем режим художника, и делаем разметку на образце. Нам нужно получить прямоугольные фрагменты будущих заготовок литейных форм. Если все пойдет по плану, то из этого булыжника выйдет две матрицы, одна мелкая, вторая побольше.
Строго по намеченным местам делаем рез ножовкой по металлу. Пирофиллит материал мягкий, 1-2 по шкале Мооса. По обработке напоминает строительный гипсокартон, только чуть твёрже. По цвету материала можно судить о твердости. Чем темней розовый шифер, тем он тверже.
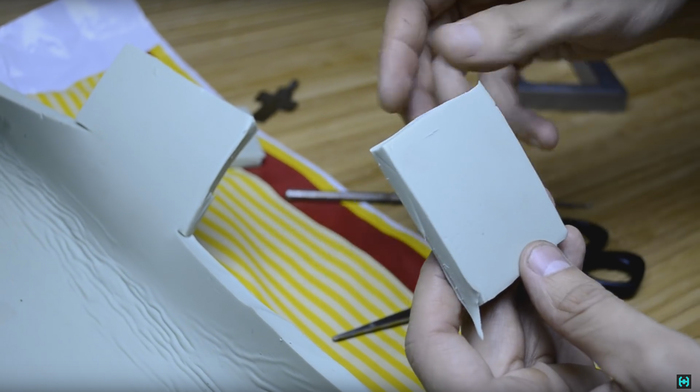
Как и предполагали, из булыжника вышло два куска мыла. Но еще рано радоваться, теперь нужно разделить каждый брусок на две половины.
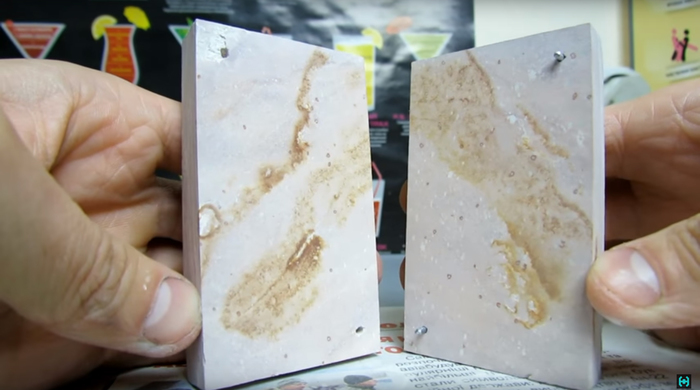
В разрезе можно наблюдать неоднородность структуры пирофиллита, это нормально. Со всех сторон, где прошла ножовка, видны борозды. Внутренние части формы будем считать кривыми (на картинке справа) и их нужно довести до идеально ровной и гладкой поверхности как на бруске слева. Делается это все с помощью наждачной бумаги. Для финишной чистки пирофиллита используем зернистость 320, а сейчас и 80-ка сойдет.
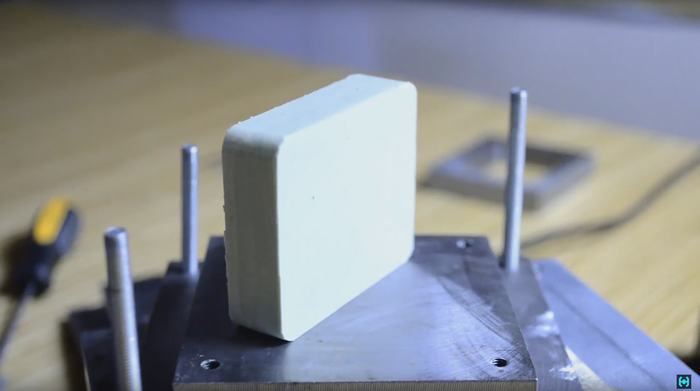
Теперь можно начинать создание матрицы для литья металла. Первым делом сверлим небольшие отверстия под направляющие, туда будут вставлены металлические гвоздики.
Две половинки должны быть неподвижны относительно друг друга в процессе всех будущих работ. Притирка на мелкозернистом наждаке позволяет совмещать форму с фантастическим зазором, и если туда попали микробы, то их наверняка раздавило.
С помощью циркуля переносим окружность на поверхность пирофиллита.
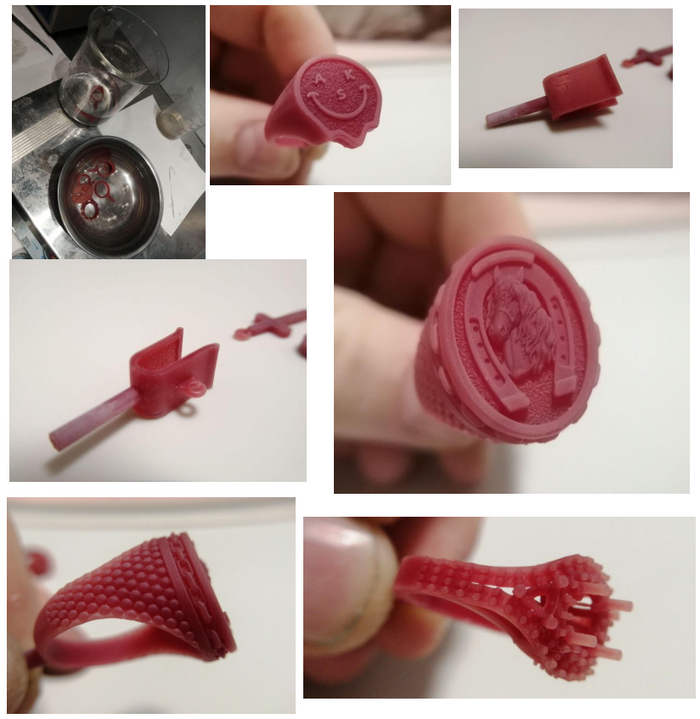
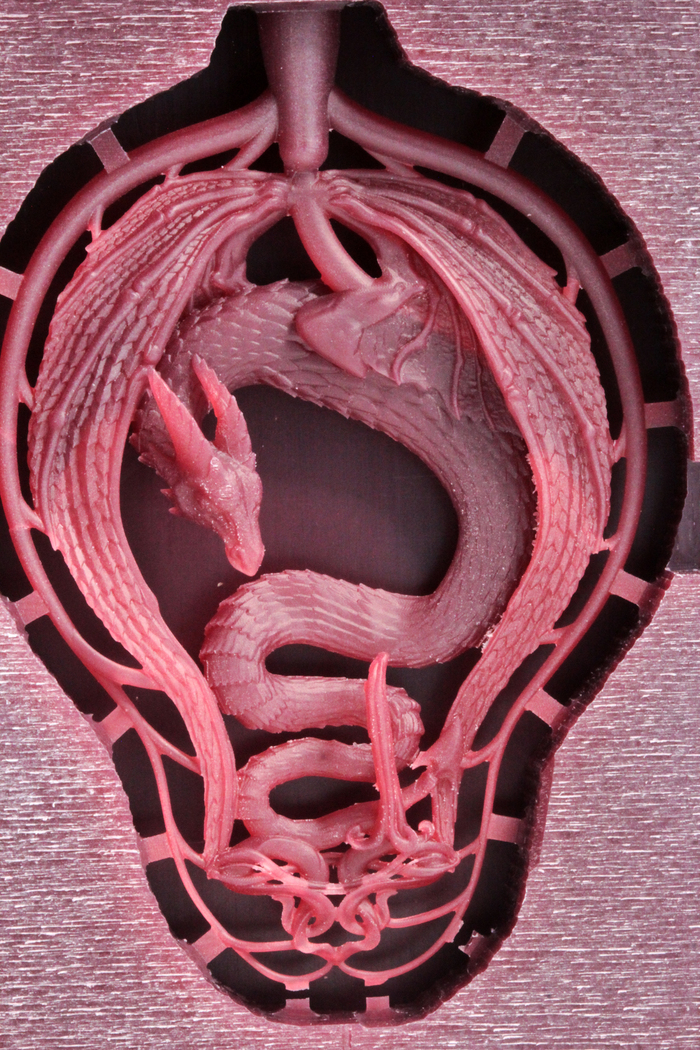
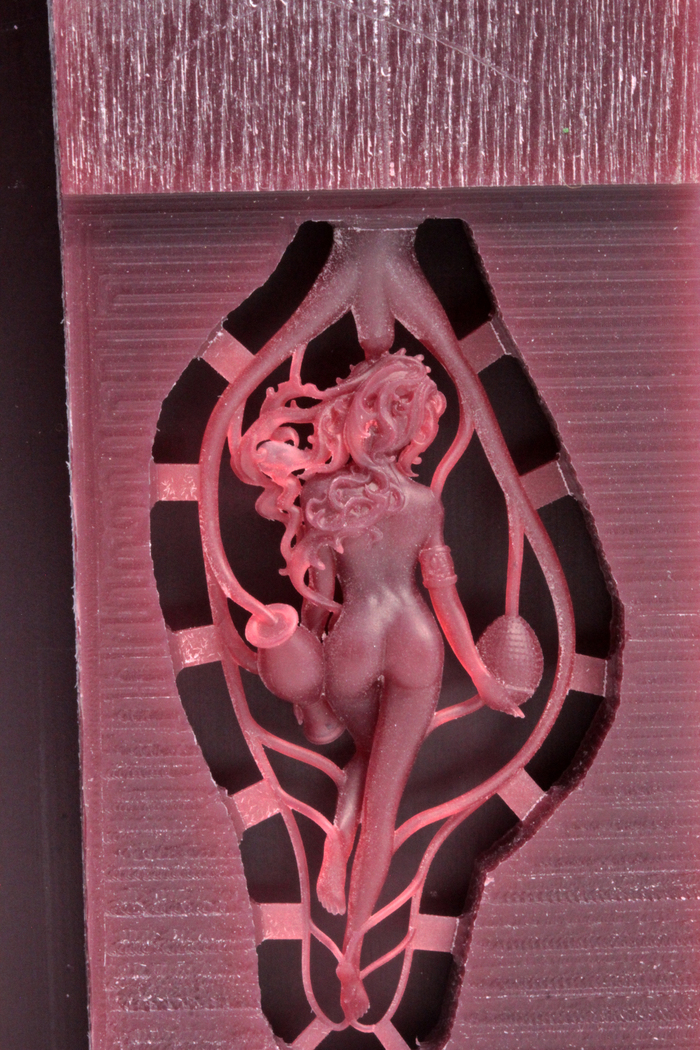
Делать будем крестовключенную подвеску Древней Руси. Этот вариант интересен богатыми геометрическими формами.
Такая разновидность креста с клиновидным окончанием лопастей характерна для 11-13 века, нашей эры разумеется. И так, по намеченным линиям начинаем создавать рельеф модели. Алмазной коронкой подходящего диаметра формируем круглые отверстия. Всю работу делаем исключительно вручную, без бормашины и прочей современной техники, тут нужно чувствовать материал.
На данном этапе нужно иметь кучу терпения. Спешка тут может обернуться самым страшным врагом. Дело в том, что розовый шифер это камень, а камни хрупкие не терпят ошибок. Любой скол на материале и несколько часов работы пойдут в брак, нарастить или приклеить тут ничего не выйдет, это вам не модельный воск.
В верхней части изделия формируем углубление под будущее ушко. В каналы, расходящиеся по бокам, будет вставляться зубочистка (в теории металл должен обволакивать дерево), и в том месте сформируется отверстие, куда можно будет продеть ниточку. У нас изображение будет только на одной стороне, поэтому на другой половине достаточно сделать только зеркальную часть углубления под ушко. Металл будет заливаться через тонкое 2.5 мм отверстие. Но тут не хватает углубления которое будет служить в качестве тигля для плавки серебра.
Если в первоначальной задумке планировалось класть в формирователь отверстия зубочистку, то в дальнейшем она была заменена на вырезанный стержень из пирофиллита подходящего диаметра. Дерево, при нагреве матрицы до температуры литья сгорало до состояния углей. Возможно угольный стержень тоже подойдет, но важно чтобы он по диаметру подходил. Зубочистка становилась примерно в 2 раза тоньше первоначального состояния.
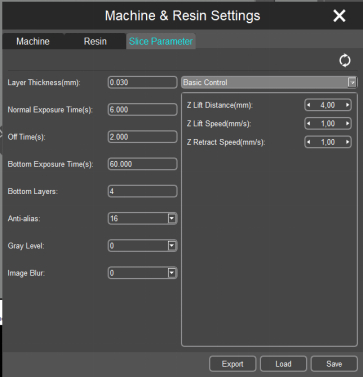
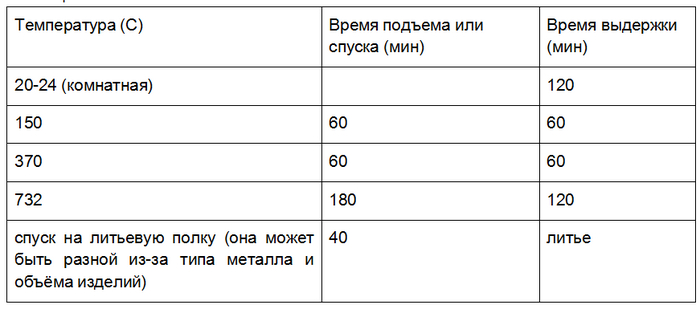
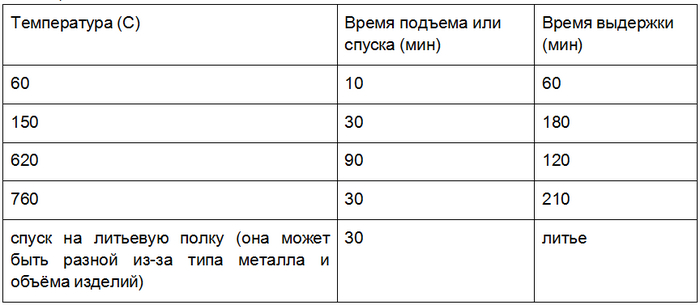
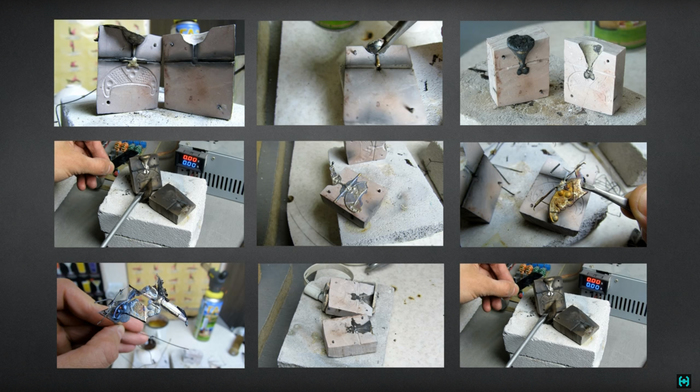
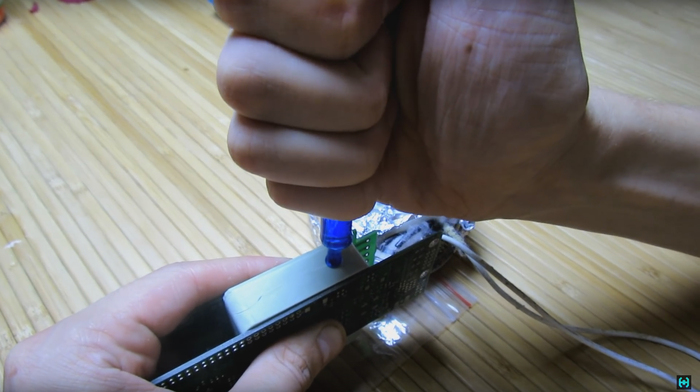
Далее нужно нагреть матрицу, зафиксировав перед этим половинки металлическим хомутом. Обязательно нужно подкладывать прокладки, хомут может повредить углы формы. Нагрев делаем в 2 этапа, в первом греем до температуры 300 градусов, во втором до 700 градусов, время каждого этапа около получаса.
Это при условии что матрица прошла перед этим просушку.
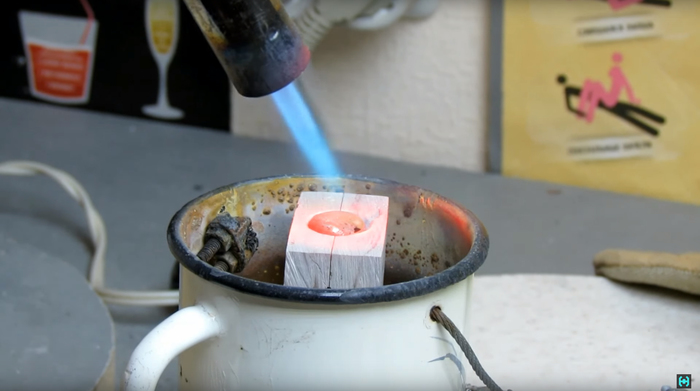
Вынимаем горячий пирог и кладем в него кусок серебра. Плавить будем в той самой выемке, что вместо тигля служит. Буру не добавляем, при застывании она превращается в стекло-подобную массу, в следствии формы невозможно будет разъединить. Серебро прогреваем очень хорошо, примерно еще минуту - полторы после того, как металл расплавится.
Теперь можно раскрутить все это дело до скорости света. Всегда перед использованием центробежной машинки проверяем ее на исправность соединительных узлов. Не дай бог кружка оборвется, это выйдет броне зажигательный осколочный снаряд, спасатели вряд ли вовремя успеют на помощь.
Первое что бросается в глаза после отливки, это куски пирофиллита, которые остались возле ушка. Форма рассыпается мало-помалу. На лицевой стороне отчетливо видно трещину, которая образовалась на литейной форме. С обратной стороны все терпимо, крупных дефектов нет. Тут хорошо видно что металл стремился заполнить зазор между половинами формы, образуя по краям тонкую серебрёную фольгу, которая легко гнется от небольшого прикосновения пальца. В общем дальнейшая работа над моделью это механическая обработка.
На второй матрице с крестом все должно получиться с первого раза. Делаем выпоры для выхода воздуха, надежно фиксируем стяжкой, и повторяем процесс литья...
В этот раз почти все получилось, и на этом результате пришлось остановиться. Причиной стало разрушение внутренней части матрицы. Выковыриваем отливку и смотрим на результат.
Ушко по непонятной причине не вылилось, видимо мало серебра положил, моя вина. Но самое обидное это образование трещины, которая с каждым разом будет увеличиваться. Металл будет проникать в это место, и каждый раз выламывать новые фрагменты при извлечении изделия из формы.
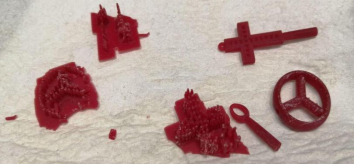
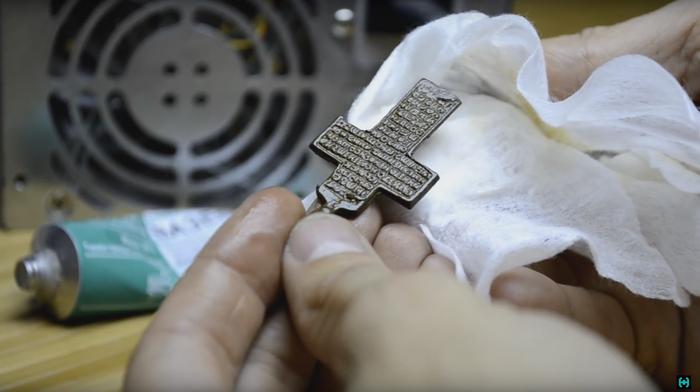
Теперь пора перейти к обработке образцов, которые удалось получить. Фольгоподобное серебро, которое просочилось сквозь матрицу, легко убирается кусками. Фрезой на бор машине доводим края изделия до желаемого состояния. Такую обработку можно считать грубой. Тонкие детали лучше довести алмазной насадкой, она не оставляет после себя значительных царапин на поверхности. Интересно какими инструментами для обработки пользовались в те далекие времена. Если они были похожи на современные высокоуглеродистые надфили, то наверняка уже самоуничтожились в слоях земли.
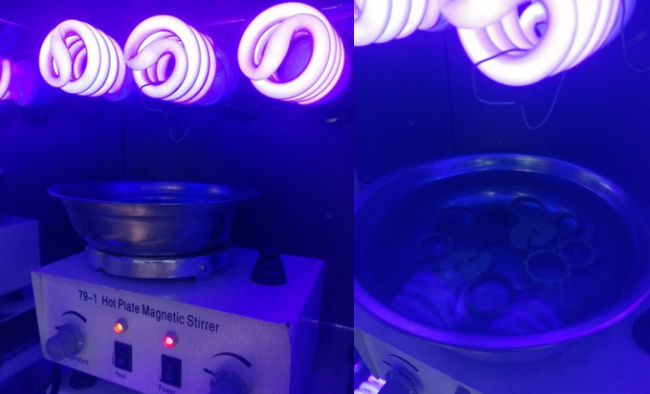
После литья на поверхности изделий видна оксидная пленка. От нее нужно избавиться. Делать это будем старым добрым способом с участием лимонной кислоты. Высыпаем половину содержимого пакета в тарелку, и погружаем туда образцы. Прокипятим все это дело в течении получаса, время от времени доливая воду. Она на удивление крайне быстро испарялась.
По истечению времени поверхность серебра обрела девственную белоснежность/
Перед нанесением патины, серебро желательно отполировать металлической щеткой, а затем обезжирить спиртом или ацетоном.
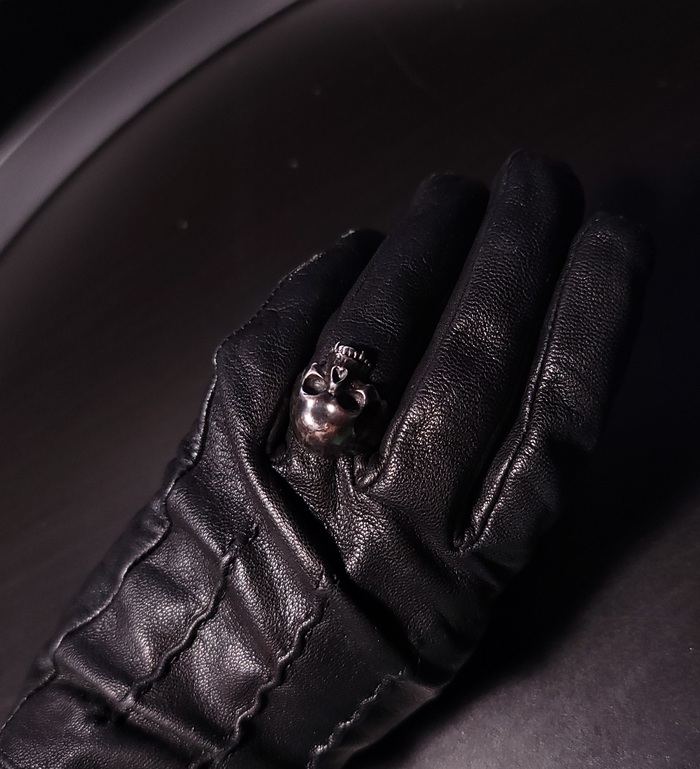
Патину нанесем провереным способом - серной мазью. Она затемнит серебро и изделие преобретет античный вид.
На этом работу можно считать завершенной. На поисковых выездах можно подкидывать такие изделия коллегам, а потом с интересом наблюдать за их реакцией.
Хоть нам и удалось получить отливку, но все же что-то не давало покоя. Технология литья по описаниям исторических книг гласит: "литейщик брал форму, наливал в нее металл... конец". Если все так просто, почему у нас столько брака вышло?!
Отсюда вывод: что современная технология литья ничем не отличается от той, что была тысячи лет назад. И если вы однажды услышите что очередная ювелирная фабрика делает изделия по самым новым технологиям, плюньте её директору в лицо. Все что изменилось с того времени, это оборудование, угольный горн заменили на индукционную печь, центробежная методика сменилась установкой для вакуумного литья, улучшились качества формовочного состава, пчелиный воск заменили на инжекторный. Как говорится все новое это давно забытое старое.