Сын сидит в игре Scrap Mechanic. Предложил ему собирать модели не из готового набора в игре, а создавать своё, с нуля, так сказать. Ему идея зашла и после нескольких обучающих роликов на youtube к разным 3D редакторам он установил Blender. По работе мне понадобилась модель сервомотора. На сайте производителя я её не нашёл и попросил сына сделать модель по чертежам из каталога:
После этой первой пробы предложил сыну двигаться дальше и делать уже осязаемые модели, так сказать.
На день рождения обещал ему 3D принтер. Заказал. Ждали почти месяц. И вот нам приехал этот агрегат
Creality K1C. Обошёлся в 53тыс.руб. плюс 3тыс.руб. доставка.
Сидим довольные, как слоны. Смотрим...
Но теперь ещё, оказывается нужна и сушилка для PLA (шла в комплекте одна катушка), и ещё куча всякого.
Вот. Похвастался :)
Честно говоря ожидал большего геморроя со старта. До покупки много читал, изучал тему. Температуры стола, сопла, обдув, выравнивание стола, софт, железо, материалы...
А здесь поехало всё, как говорят, из коробки. С PLA, понятное дело, попроще, чем с остальными пластиками (как я читал), но всё же.
Ну, тут два варианта: или у нас с сыном руки прямые, или китайцы смогли впихнуть невпихуемое и сделали агрегат с учётом всех проблем, о которых я читал.
В любом случае ещё появится куча вопросов. Так что буду доставать здешних специалистов.
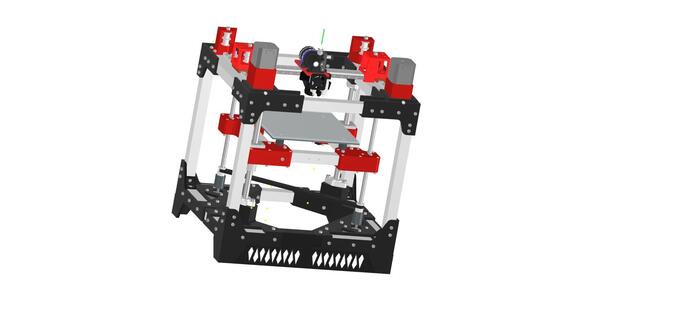
Доброго времени суток! Продолжаю постройку высокоскоростного 3D принтера. Сегодня покажу обновленный вариант оси Z и немного фото по сборке, к сожалению изготовить достаточно деталей для полноценной сборки за две недели не вышло, да и при сборке появились моменты, по которым эта самая сборка будет идти намного дольше, о причине расскажу ближе к концу поста, в целом повлияет только на продолжительность тестовой сборки...
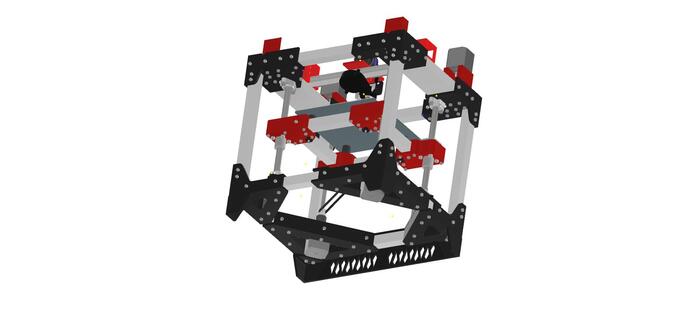
Начну с более свежих рендеров модели принтера в более собранном виде:
Главные изменения в переработанном подстолье:
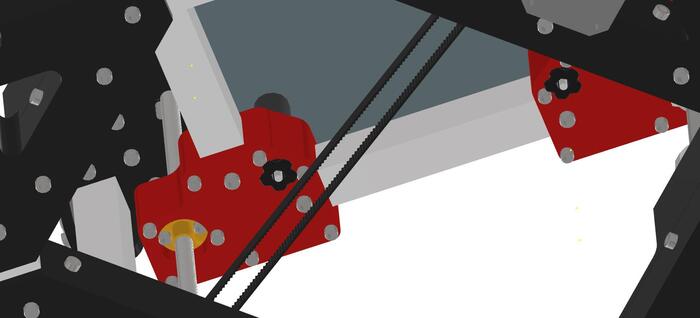
В прошлых постах спрашивали, как реализована защита от проворота ходовых гаек. Логичный вопрос, учитывая то, что в тестовых печатных деталях ее не было. В более поздней модели это были закладные штифты, затем заменил их на винты, но все равно результат меня не устраивал, потому решил проблему переводом обеих направляющих на муфты Олдэма (Oldham coupling):
Внедрение этих муфт сильно упростило печатные детали с точки зрения удобства печати и решило проблемы биения валов, но стоимость сборки увеличилась еще на 1100 рублей...
Второе обновление той же части, это возвращенные на место привычные регулировочные винты стола вместо закладных:
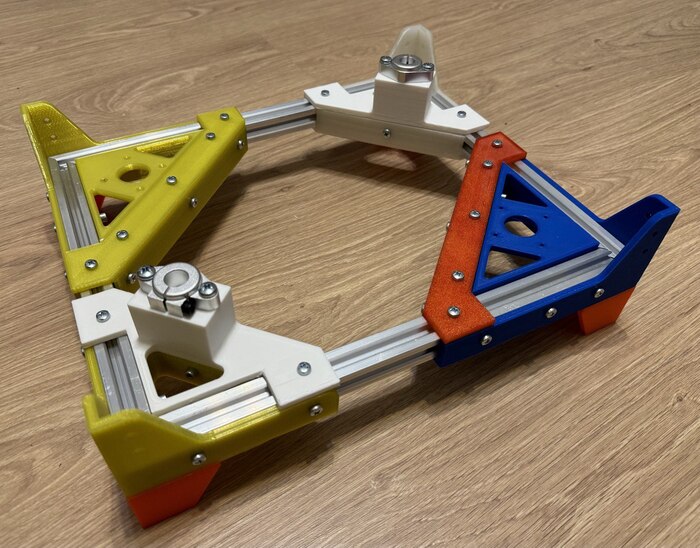
Далее к сборке. Непечатные детали основания принтера:
Комплект пластика для сборки:
Разношерстный комплект, еще целый, за пару часов до отправки в коробку-кладбище бракованных и ненужных деталей...
Бежевый уголок из PETG был с заполнением 30% и при сборке пал смертью храбрых, внимательные читатели увидят в нем и аналогичном желтом уголке косяк (мелкий, на данном этапе не страшен и в модели уже год как исправлен)...
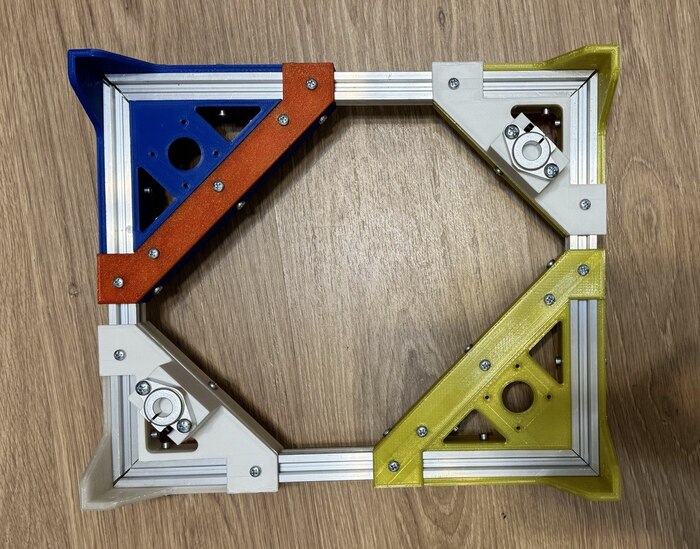
Собственно в сборе это выглядит так:
Выступ для креплений валов SHF12 тут довольно высокий, причин этому две: первая - валы у меня уже лежат в наличии 200мм, а надо создать высоту 230, разумеется проще сразу поставить валы бОльшей длины, для чего будут в комплекте и детали для валов 210-220мм. Не 230, так как вторая причина - пол камеры планируется из 10мм EVA листа. Провисать он не будет, так как в центре будет жить блок питания на кронштейнах. На этом этапе я решил, что продолжать тестовую сборку на этих деталях не лучшая идея, уже много правок было с тех пор, да и у тестовых деталей разные материалы и заполнение, как показала бежевая деталь недостаточное, а потому полная сборка рамы будет не в этот раз. Буду перепечатывать все пластиковые детали рамы и оси Z одним материалом с одинаковым заполнением. Крепеж тоже изменится, винты под шестигранник для внутренних углов заменю болтами, рожковым ключом затянуть их намного проще и удобнее...
А теперь виновник массы потраченного времени - бракованная катушка филамента:
Мне "повезло" с тем, что намотана она была как попало, заедала постоянно, а под конец и вовсе оборвало пруток, оказалось, что больше 150 граммов пластика залипло в клее картонной катушки, использовать такое себе дороже...
По мере расхода качество намотки было стабильно отвратительное
Пластик в клее от катушки
В итоге напечатанное выглядело печально:
Это мог быть уголок для сборки портала
Еще три уголка хоть и выглядят как дети Квазимодо, но хотя бы геометрия на месте, в примерку сгодятся, но не больше:
Проблемная катушка была куплена из позиций в доступе за 1-2 дня, пока проверенный качественный материал ехал, а мои запасы подошли к концу. Перепечатка по многу раз это колоссальный расход пластика...
Не рекламы ради, кроме этого еще несколько других брендов используются
На этом на сегодня все и к сожалению не совсем то, что собирался показать.. Благодарю за внимание! Конструктивная критика приветствуется!
Ввиду огромного объема печати и не такого большого запаса свободного времени, скорее всего в следующей части покажу тестовую сборку оси X и примерку печатающей головы, иначе следующее обновление может быть даже не через месяц... После тестовой сборки принтера все детали будут в свободном доступе бесплатно. Над названием принтера пока еще размышляю, хотя уже есть 3 рабочих варианта...
Выкручивайте остроумие на максимум и придумайте надпись для стикера из шаблонов ниже. Лучшие идеи войдут в стикерпак, а их авторы получат полугодовую подписку на сервис «Пакет».
Кто сделал и отправил мемас на конкурс — молодец! Результаты конкурса мы объявим уже 3 мая, поделимся лучшими шутками по мнению жюри и ссылкой на стикерпак в телеграме. Полные правила конкурса.
А пока предлагаем посмотреть видео, из которых мы сделали шаблоны для мемов. В главной роли Валентин Выгодный и «Пакет» от Х5 — сервис для выгодных покупок в «Пятёрочке» и «Перекрёстке».
Реклама ООО «Корпоративный центр ИКС 5», ИНН: 7728632689
Среди работающих с силиконом на платине уже 5 лет идет активный поиск "полимера, который совместим". Много делалось тестов, результаты были разные, у кого то получается, у кого то нет, и однозначного ответа не было. В январе мы наконец озадачились собственными комплексными исследованиями, для которых были выбраны вот такие подопытные:
Силикон для форм пищевой на платине ToolDecor 15
"Литьевой силикон используется для изготовления эластичных форм, в том числе форм для выпечки и последующей заливки мастики, шоколада, мармелада, карамели, воска, мыла, парафина, гипса, бетона, жидких пластиков, эпоксидных смол, полиуретана, легкоплавких сплавов."
и вот такой фотополимер:
Фотополимер HARDLIGHT RY - модельный высокоточный
RY - модельный полимер с высокой детализацией, низкой усадкой и деформациями, специально делался с учетом возможности его работы с силиконом на платине. Но немного недокрутили, и отзывы (именно по силикону) были спорные. А в остальном - минимальная усадка, скорость, склонность к сглаживанию межслойности, керамический наполнитель в составе, мечта модельщика.
печать смолой RY
итоги 4 месячных тестов: По отзывам было понятно, что основное отличие у клиентов было в способе постобработки моделей после печати. Мы собрали статистику, написали план... и проверили уйму вариантов.
Проверяли даже экзотику - типа засветки в воде. И снова убедились - что засветка в воде - процедура не имеющая смысла для общения с силиконом.
После многих комбинаций, выбрали 6.
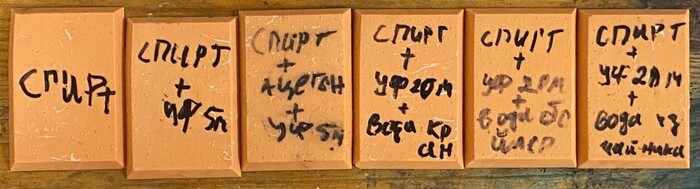
Напечатали 6 плашек (этакие ванночки под налив силикона), подписали:
1. Промывка спирт. Без УФ.
2. Промывка спирт + 5 мин УФ.
3. Промывка спирт + промывка ацетон + 5 мин УФ.
4. Промывка спирт + дозасветка 20 мин в воде из под крана.
5. Промывка спирт + дозасветка 20 мин в фильтрованной воде.
6. Промывка спирт + дозасветка 20 мин в кипяченой воде.
подопытные
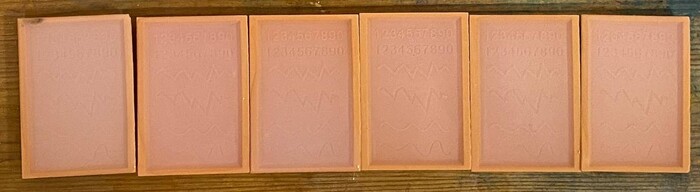
После чего подготовлен обьем силикона, который льется во все плашки
залито, зреет
Результат - силикон застыл во всех плашках. Вот во всех, никакой липкости.
чудо чудное
Удивились. Решили повторить. Результат подтвердился.
Ну раз все так хорошо - чего изобретать велосипед, сделали экспресс по первым 3 способам:
Спирт, ацетон, УФ.
Напечатали, пополоскали, просушили, залили. Результат - не застыл ни в одной плашке.
Тут на инженера напала истерика, после чего сели подумать - что именно не так. После всего - выяснилось следующее. Когда готовили полные тесты - никуда не торопились. Пока напечатали, поддержки сняли, обработали последовательно всеми способами, там и день кончился. Потом дела, и заливали даже не завтра. А тут - все в течение часа. Еще несколько попыток, и вышло вот что:
Силикон застывает как положено, если после сушки - независимо от способа обработки - дать модели отлежаться от 2 суток перед заливкой.
Что там происходит - химик нам рассказывал минут 40, но это не главное, главное - вывод.
‼️ модели должны отлежаться. Минимум 2 суток - между постобработкой и заливкой силикона ‼️
Вот такой не совсем ожиданный результат. Химик вроде насоветовал в чем вымачивать модели, чтобы не нужны были двое суток - но проверять не стали. И так работает
Всем привет! Хочу податься в 3д печать, есть направление по изготовлению переходных фланцев под гофру, максимальные размеры 260х220х150 мм. Вопрос: какой принтер лучше выбрать? В какой программе работать? С чего вообще начинать?