

Как это сделано. Редуктор с храповиком.
В мире есть конструкторы и кал-структоры. Причём содержание кала в структоре не всегда обратно-пропорционально его трудовому опыту. Ну, скажем, если у него опыт - 15 лет в ВПК, то он творит красоту по ЕСКД, вопросов нет. Но вполне может указать шероховатость для фланца, которым опора изделия крепится к бетонному полу, например, 12,5. Ну какбе да. Это возможно. Но зачем? В данном случае, конструктор, видимо, окончил автотракторный по классу "созидание сельскохозяйственных машин", ничем иным наличие в спецификации "шестерни ведущей зернотока комбайна Дон 1500-а" я объяснить не могу. А поскольку ближайшая такая шестерня находилась примерно в 2 тысячах км. от меня (по результатам обзвонов поставщиков) - было решено выпилить её вручную. А как это было - милости просим ознакомиться.
Сперва заглавная пикча. То самое чувство, когда из покупного только резьбовая шпилька М8х1,25. :)

Окай. Перво-наперво надо вырезать кружок. Это делается болгаркой, ессесно, из листа. Кто богат собственным лазером, ща немного похихикают, но увы, пока так.

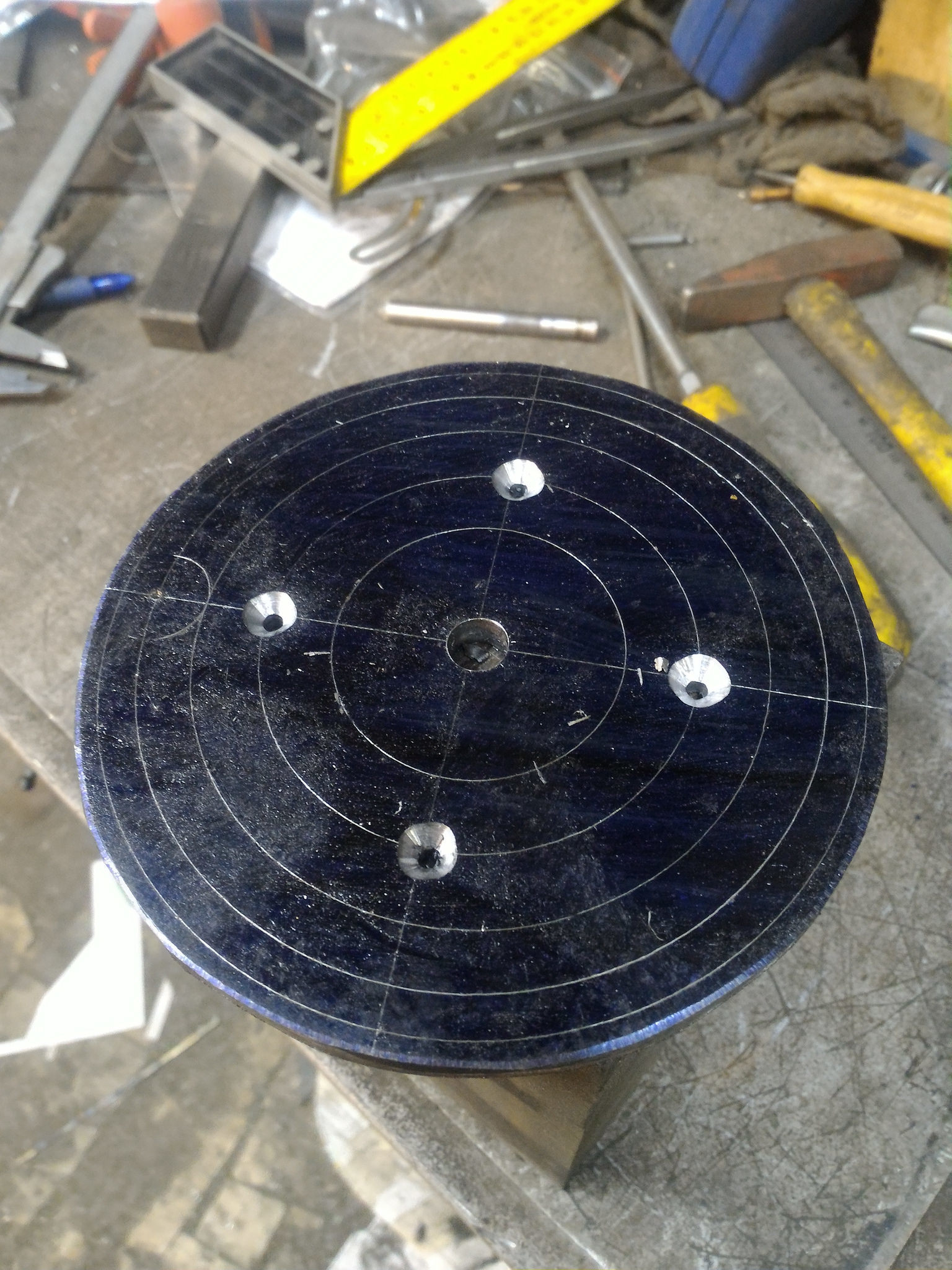
Кружок примерно ровный, от него сейчас большего и не надо. Самое главное, чтобы был указан центр. Собстенно, сперва кернится центр, потом циркулем рисую окружность, потом вырезаю. Но в данном случае, центр, видимо, с обратной стороны.
Теперь покрываю всю поверхность круга специальной разметочной краской и... размечаю.

Разметка в данном случае исключительно для справок, потому что общая точность данной шестерни должна быть ну... ну миллиметр. Ни о каких сотках речи не идёт. Да и сама сталь тут самая простая - Ст-3. Но опять же, всё упирается в бюджет и использование. Данный редуктор в своей жизни должен сделать ну может тысячу оборотов. Даже алюминиевые шестерни тут подошли бы.
Далее сверлятся крепёжные отверстия. С помощью них заготовка будет крепиться на поворотном столе фрезера.
теперь можно вырезать центр. Тут опять же, точности никакой, т.к. потом сюда будет ввариваться вал и всё в сборе обрабатываться от биений на токарном. А модуль шестерни там такого размера (комбайнового), что миллиметр роли не играет вовсе.

Укрепляю заготовку на столе, делю 360 градусов на количество зубов, выписываю таблицу углов на бумажку, бумажку на магните на ВФГ фрезера и погнали, ориентируясь по лимбу:

Получается примерно так:

Когда совершается полный оборот, немного перенастраиваю фрезер и делаю ещё один проход, чтобы расширить устье получившихся пазов, чтобы хоть немного было похоже на эвольвенту. Всего понадобилось три оборота. Получается так.

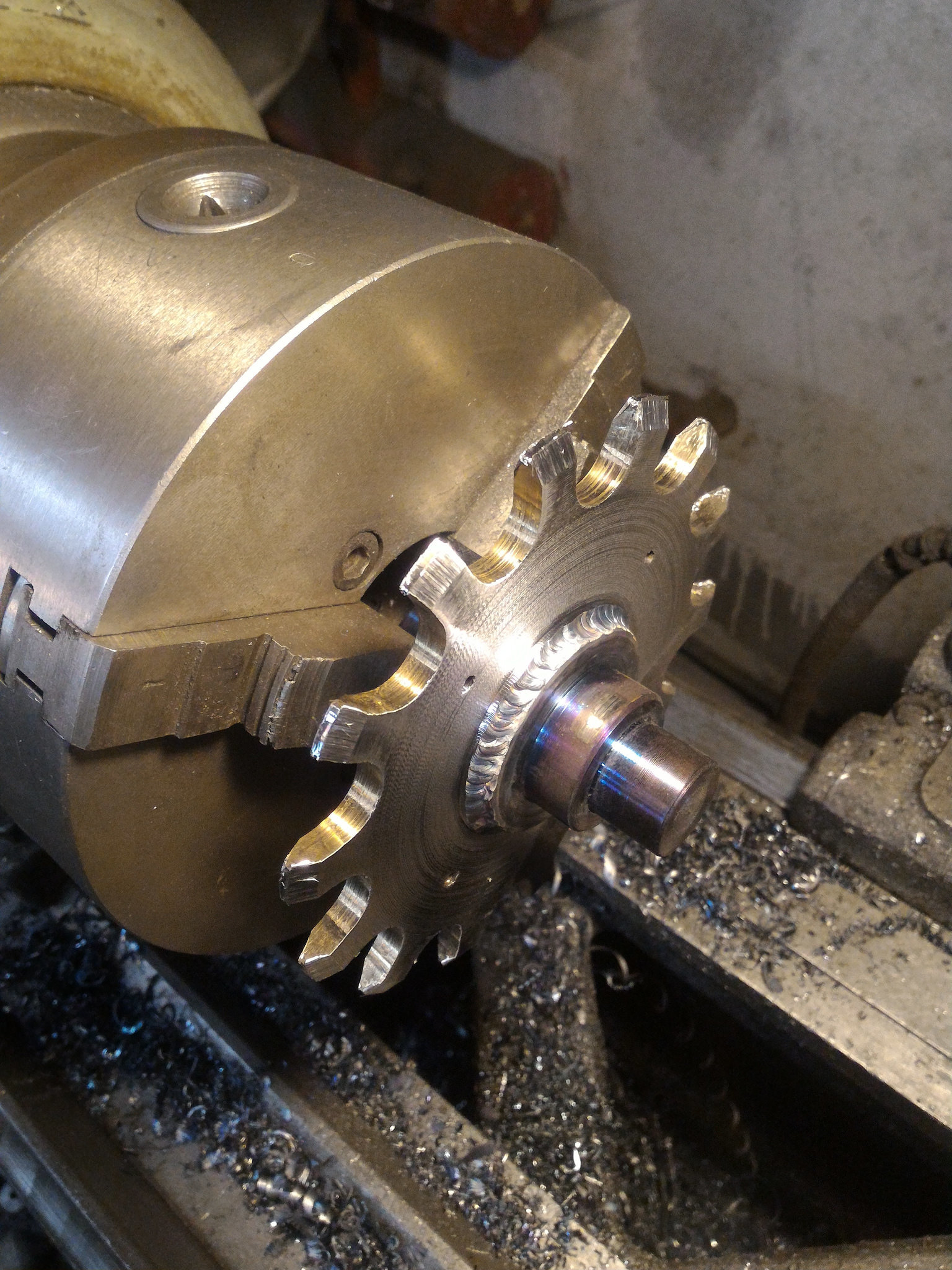
Ввариваю предварительно натокаренный вал.

Ноооорм. Теперь это всё в токарный и обтачиваю и по диаметру и по плоскостям. Именно на этом этапе получается идеально круглая и идеально плоская шестерня. Именно поэтому я не сильно морочился с выведением круга в самом начале.
Ага. Эта часть готова. Погнали делать ответную. Ещё раз, ребза, это не моя задумка, это такие чертежи мне принесли. Чо дали - с тем и работаю. Вощем, тут всё гораздо проще - из куска шестигранника на токарнике делается вал, а потом к оставшимся шестигранным фрагментам привариваются плоскости.

Пластинки фрезерованные, что бросается в глаза. Но сталь какая-то странная. Ну марка ЧВПВ (Что Валялось Под Верстаком) она такая... нестабильная. Поэтому варилась она тоже весьма паршиво. И некрасиво и пузырилась. Но в целом, норм. Приварил - хрен отдерёшь. Потом на одном конце вала набил лыски под посадку рукоятки, ну и посадил оную рукоятку на место.

Ну и настало время сборки же. Как сделать две одинаковые пластины с отверстиями, куда впихиваются валы, я, наэрн, показывать не буду, верно? Вырезал, скрепил ручными тисками или струбцинами в пакет, сделал в нём отверстия, разобрал, раззенковал отверстия, всё.
Храповик тоже прост как мычание. Распечатал на бумажке, приклеил спрей-клеем на железку, вырезал на настольной ленточной пиле:

Что не дорезалось - доработал напильником.
Ну и скидал в кучку:


Вот так просто и легко, имея оборудования на пару миллионов срублей сделать редуктор, который продаётся за полторы тысячи рублей в магазине "лебёдки".
Именно поэтому, конструктору, прежде чем конструячить что-нибудь новое, лучше оглядеться - а не изобрёл ли этот велосипед уже кто-нибудь другой. Это бережёт деньги заказчика оооочень сильно.
покажи чертеж шестерни если есть это просто какой-то феерический пиздец, мало того что зубья прямые, не соответствуют колесу, так еще и привариваются? такой дичи точно никогда больше не увижу
Шестерня из Ст3 небось?
А куда вращение дальше передается? Или это вещь в себе?
Сэр, вы особо одаренный в области механики, раз с таким набором оборудования у вас получилось ЭТО (убейте ЕГО, пока оно не ожило и не захватило мир). При наличие рук растущих из плеч, элементарно делается однозубая фреза под нужный эвольвентный профиль (иллюстрация из учебника ниже). Далее, обрабатываемая шестерня крепиться на поворотном столе на оправке, которая центрируется относительно центрального отверстия поворотного стола. Метод фрезеровки на дощечки называется порнографией, как и получаемый результат. Я бы настоятельно рекомендовал бы делать ведомую шестерню толще, и нарезать зубья уже после приварки на ось и обточки, а не наоборот.
Клиент в данном случае не причем, Вы взялись за работу которая называется "порнографией", и судя по вашим комментариям, чуда не случилось. Клиенту нужен рабочий узел, а не ваши рассуждения о методах конструирования. Если вы делаете заведомо нерабочую конструкцию, то это как минимум неуважение собственного труда.
Нормально, чё. Единственное я бы плюнул на чертежи и ведущую шестерню сделал бы, как и ведомую, только чуть пошире, а то возни много получилось.
После развала СССР на заводе по производству капельниц и одноразовых шприцев, благо был станочный парк и запасы металла - делали всё, даже шайбы под крепеж - разметишь лист стали, накернишь, насверлишь, нарежешь квадратиков с отверстиями в центре, наденешь полную шпильку квадратиков и в токарный станок делать круглыми. Все резинки для пневматики тоже сами выпекали, благо сырой резины тоже запас был.