
Дефектоскопия сварных соединений труб на газо-нефте-продуктопроводах
Всем привет! Увидел пост про дефектоскопию, но он был настолько пуст, что в комментариях было в разы больше информации нежели в самом посту. Решил опубликовать свой первый пост на Пикабу) прошу строго не судить ;)
Итак, я являюсь специалистом по проведению неразрушающего контроля сварных соединений на объектах нефтегазовой отрасли. Использую такие методы контроля как:
ВИК - визуальный измерительный контроль - этот метод контроля используется для 100% всех сварных соединений на газо-нефтепроводах. Для его проведения используется специальный набор


, оснащённый различными инструментами, такими как УШС(универсальный шаблон сварщика)

линейка, штангенциркуль, лупа, щупы и прочее...

Этот вид контроля необходим для измерения параметров шва, таких как ширина, высота облицовочного слоя, и прочих. Так же для определения внешних дефектов, например подрезы, смещение кромок, и тд...
. РК - Радиографический метод контроля. Осуществляется излучением рентгеновских лучей специальным аппаратом, (на моем примере моноблок рентгеновский Шмель 250)

сквозь тело металла, шва, и последующей регистрации полученного радиационного изображения на рентгеновской плёнке.
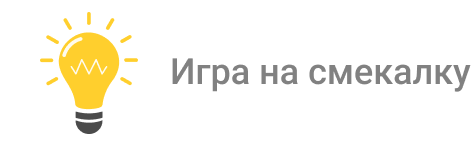
Вот что получается после процедур контроля и последующей проявки рентгеновской плёнки.

Один из самых надёжных методов контроля и получения информации о наличии дефектов в теле сварного шва.
На первом снимке сварное соединение с заключением о качестве - годен (дефектов не обнаружено). На втором снимке видны дефекты, а именно скопления пор. Заключение на это сварное соединение - вырез.
УЗК (ультразвуковой контроль, метод контроля по своему интересен, тоже целая наука, этот метод я пока что не изучил в полном объёме, поэтому лучше промолчу)
ПВК - контроль проникающими веществами, при помощи этого метода контроля можно зарегистрировать трещину на поверхности сварного соединения, и его околошовной зоны. Используется проникающее вещество - Пенетрант

вещество ярко красного цвета в баллоне под давлением, наносится на сварной шов и его околошовную зону.
Затем вторая фаза контроля - очиститель,

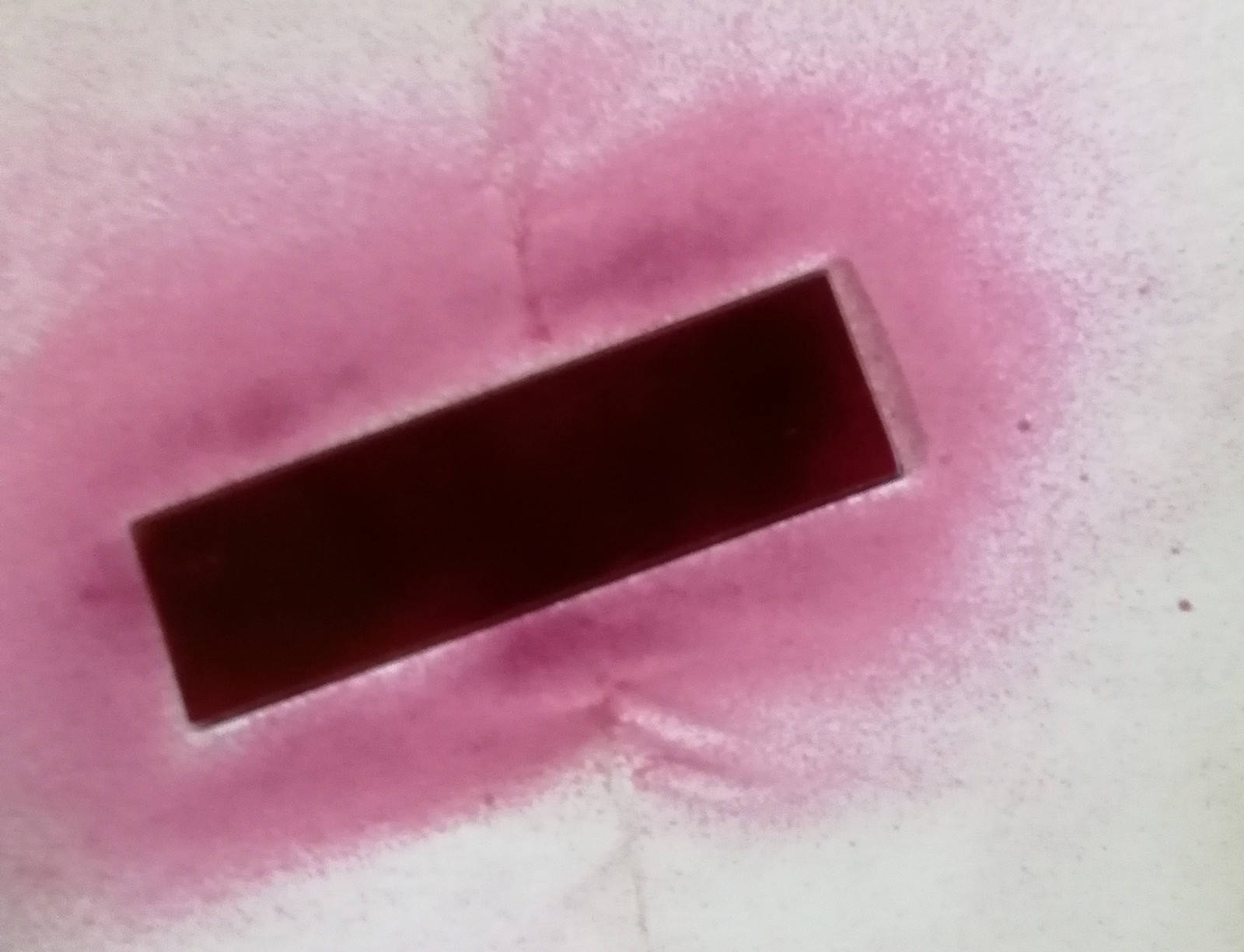
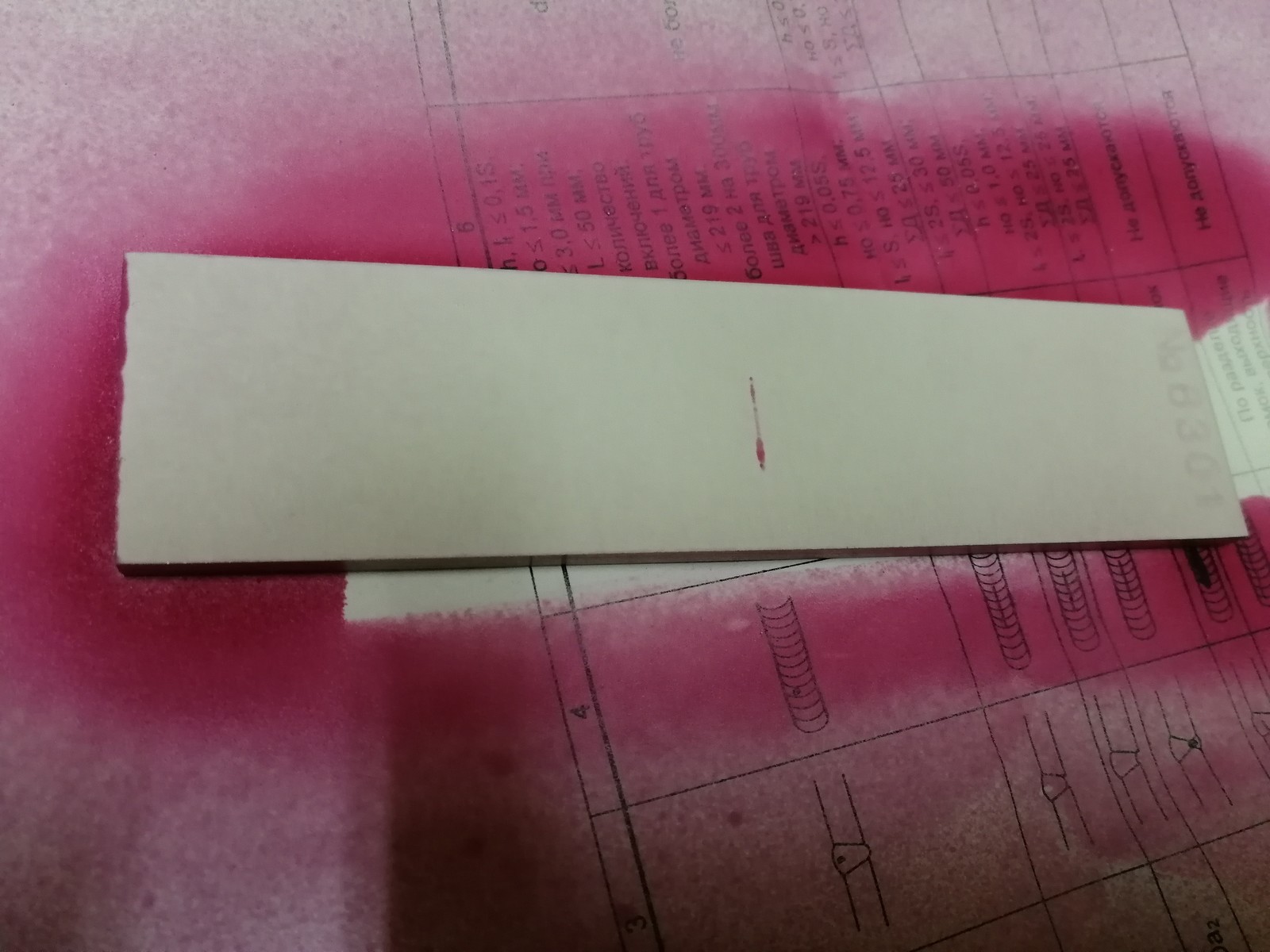
наносится поверх пенетранта, и при помощи тряпки стирает его с поверхности металла. И завершающая третья стадия - Проявитель

наносится на это же сварное соединение, и при наличии микротрещин, выходящих на поверхность, вытягивает тот самый пенетрант, который проник на первой фазе в эту трещину.
Я провел этот метод контроля на специальном образце с микротрещиной, вот какая картина получается в итоге
На этом закончу свой первый пост) жду комментариев, задавайте вопросы) если кому то будет интересно могу более подробнее запечатлеть процесс проведения РК, проявки рентгеновской плёнки и тд...)
Спасибо за внимание 😉