
Все делаем TIG сварку - это просто
Хочу поведать, как из простого сварочника сделать TIG сварку или аргоннодуговую по простонародному. Заодно и похвастаться!! Предыдущие мои «опусы» сподвигли народ повторить. Может сейчас польза будет.
Думаю тоже кто ни будь так же сделает.
В принципе инвертор обычный уже позволяет варить аргоном! Но делать это крайне не удобно! Во первых надо управлять газом, открывать\закрывать, если его жалко. Второе это зажигать дугу!! Если вольфрамовым электродом «чиркать» деталь, то загорится и все завариться! Но при этом страдает, обгорает электрод и качество дуги пострадает. Поэтому кладут рядом графита кусочек, об него зажигают и переносят к месту сварки. Тушить в конце тоже не удобно, надо разорвать дугу а горелку с выходящим газом держать на разогретый участок, защищая от кислорода какое то время.
Тут у меня возникли вопросы! И блин у кого маски по 40 тыс.руб. на всех форумах молчат и не делятся инфой!!! Ютуб с уроками открыл тайну!!
Но все по прядку!! В инвертор засунул коммутатор от 2109 с катушкой.
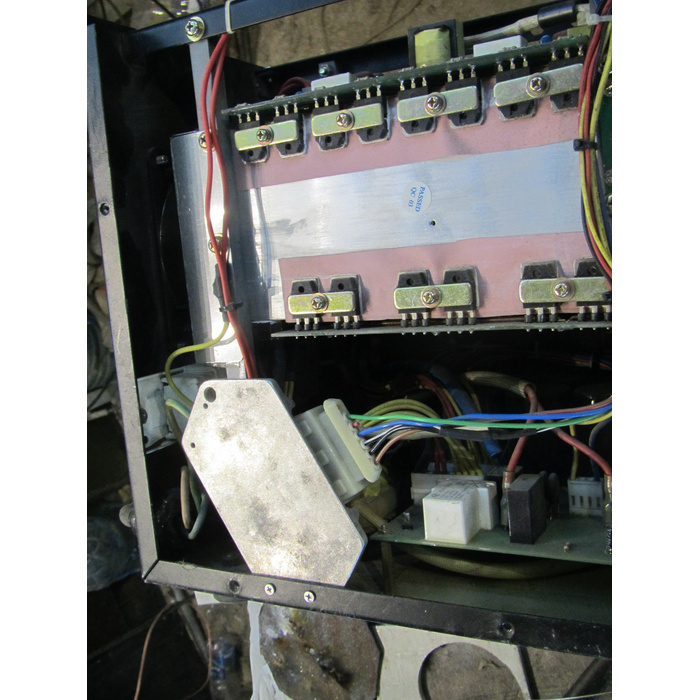
Это коммутатор:
Это катушка 2108 сзади перед ней высоковольтный выпрямитель

Переменный ток от катушки выпрямляется, пробивает воздушный зазор, и этим крутым фронтом наводит в кольце ЭДС через которое пропущен выход тока из инвертора.
На практике назыываеися осциллятор, и при поднесении электрода к детали, на расстоянии 3-5 мм зажигается дуга, которая перерастает в сварочную. Так варил электродами много лет и радовался, что не надо долбить им об железку!!!
Тут все это пригодилось, с той лишь разностью, что дуга в среде инертного газа загорается миллиметров со 100!! Просто Тесла!! Фокусы показывать.
Так же в инвертор засунул AVR процессор, который от нажатия кнопки на горелке,
Управляет:
клапаном газа, управляет осциллятором, регулирует Ток сварочника плавно нарастает и тухнет, и выводит инвертор в аварийный режим. Почему, то у моего при положении ручки Ток =0. Все равно ток есть и дуга горит. А тут я совсем срываю генерацию ШИМ. И еще управляю бипером, который пикает мне про разные режимы.
Вот тут справа внизу плата процессора
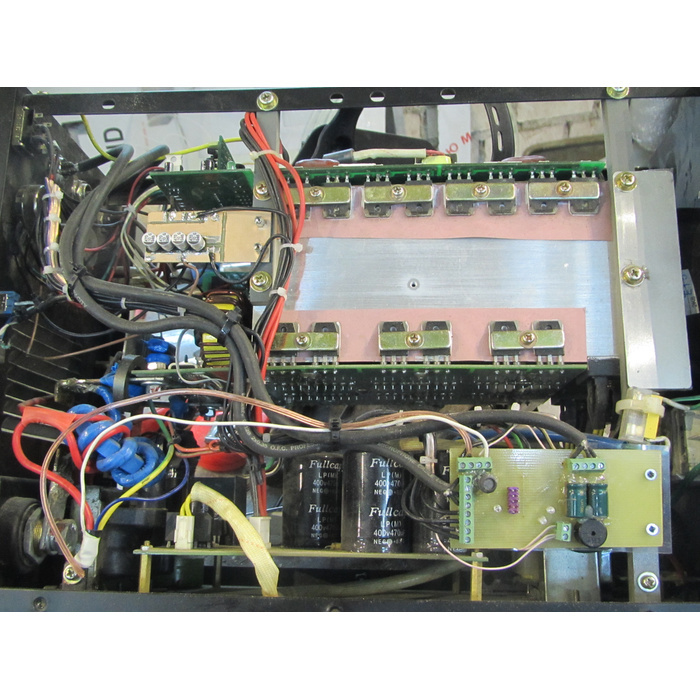
А слева внизу то самое колечко, которое наводит жуткие киловольты с нулевым током на провода из сварочника!! Ток настолько маленький, что прямо в палец искры сыпятся и не чествуешь.
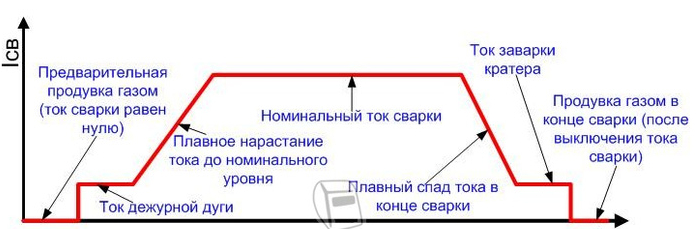
Дальше программа как на графике выполняется процессором!! Нажал кнопку, пошел газ, потом плавное нарастание тока, отпустил все завершается как на графике.
Пробные заезды выявили кучу вопросов!! Спецы молчат как не спрашивал!
Например на сколько сек. надо перед сваркой пускать газ?? У меня оказалось, когда закрыт клапан а он стоит перед горелкой , в магистрали давлении, и при открытии моментально «пшик» и дальше равномерная подача 10л\мин. Убавил время до 0.5 сек.
Дальше время дежурной дуги!!! Нафиг оно как оказалось не нужно, зачем оно так и не понял, в данной прошивке убрал пока!! Может кто знает просвятите? . Время нарастания тока!! Тоже убавил, до 0.5 сек. Чего сопли жевать?? Варить надо.
Время спада тока, тоже величина интересная, оставил ее побольше, что бы когда кончил варить, кратер в этом месте заварился, а не прогорел насквозь.
И время которое, дует газ без дуги – зависит от тока и разогретости детали.
Тут вообще проблема!! Дуга потухла и мозг мой убирает горелку, маска открывает изображение и видишь - раскаленные детали, вспоминаешь, что надо не убирать!!!
Программировал бипер, что бы пищал по разному!! Самое то кратковременные пи пи в это время! Вроде привык. Но школа с электродами сидим мощно в голове, дуга потухла – конец сварке.
Вроде приноровился, варю всякую хрень радуюсь!! Как в голову пришла мысль :» а фигали я кнопку на горелке опрашиваю , нажал –варим, отпустил кончаем варить»???
При этом программно формирую все задержки.
Сейчас сделал по другому!! Задержки я теперь определяю сам по ходу дела.
Нажал кнопку- пошел газ, отпустил – зажигается дуга с плавным нарастанием, варишь не держа кнопку, что гораздо удобнее чем держать, нажимаю второй раз – спадает ток и прекращается сварка, отпускаю кнопку прекращается подача газа. Теперь дую газом пока не остынет место сварки. Все это сопровождается азбукой Морзе пищалкой, что бы не заблудиться в режимах.
Вот может спецы которые собаку доели в этом деле, что ни будь еще посоветуют????
Как с режимами управляться.
Горлка и баллон


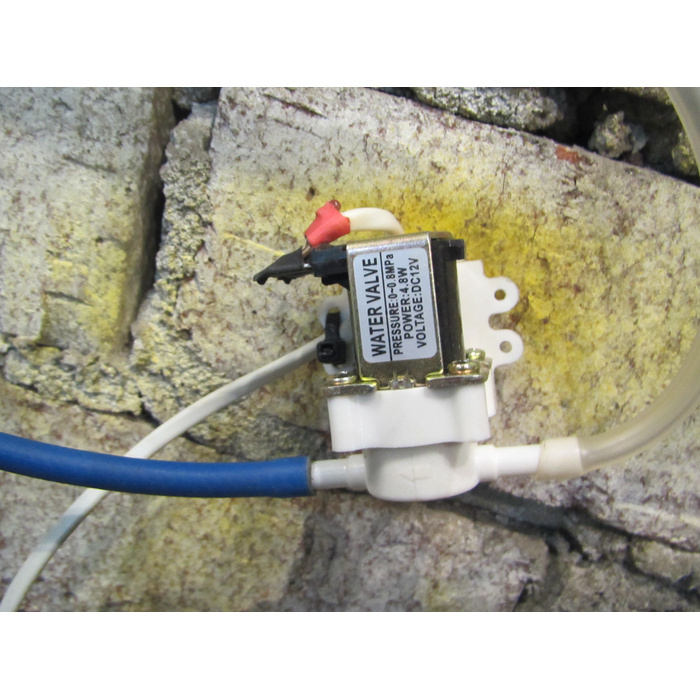
Клапан китайский
Сам процесс сварки в 1000 раз приятнее и проще электродов!! Тут есть время на раздолбайство! Но опять катастрофически не хватает рук!! В одной горелка в другой присадка. Всякие струбцины прижималки осваиваю. Не всегда удается если тонкая деталь прихватить, держа ее рукой без присадки, особенно угловой шов. Очень тонкие (0.35 пробовал) варить, надо иметь такой толщины присадку, при маленьком токе присадка плавиться дольше детали, не красивый большой шов получается. Также большие железки варить надо потолще присадку, быстро кончается.
Почему, то у меня трудности приварить тонкое угловым швом к толстому! Если ток большой, что бы толстая деталь плавилась, то малейший поворот дуги в сторону тонкой – сразу дыра. Если маленьким током то шов не прилепляется к толстой, она попросту все тепло рассеивает и не плавиться. Подсовывая присадку между тонкой деталью и дугой – удается фокус!! Но не стабильно и шов кривой и страшный! Короче как и во всем учиться надо!!! И познавать теорию!
Вот сварил из нержавейки холодильник Дамрота для самогонного аппарата. Нержавейку нравится варить, она ровненько растекается в шве.

Вывод из всего этого. Приложив усилия можно из инвертора за 5т.р. сделать TIG, который стоит в пять раз дороже.












