Станок иногда работает по 8 или 13 часов , если подключить пылесос , то он будет шуметь напряжно , свет жечь немерено , и сам сдохнет от перегрева , применил тягу из вытяжки , да бы она все равно постоянно включена , https://vk.com/lesnov_jewelry
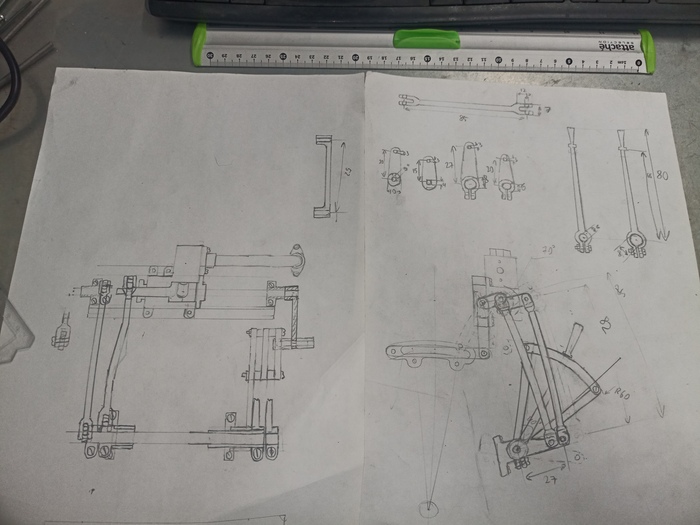
Рамка создана для за крепки заготовок на поворотной оси станка с ЧПУ, Зажимает заготовки толщиной от 2.0мм до 25.0мм Ширина проёма для заготовки 93мм длина 130мм , Заготовками может быть дерево , воск , металл , пластик , https://vk.com/lesnov_jewelry
Рамка была придумана и благо нашёлся трезвый фрезеровщик который воплотил мою идею в реальность , Далее рамка немного модернизировалась путём уменьшения веса , до сих пор пользуюсь ей каждый день , планировал использовать её с упорной задней бабкой , но она здесь не понадобилась , и так всё отцентровано и жетско , https://vk.com/lesnov_jewelry
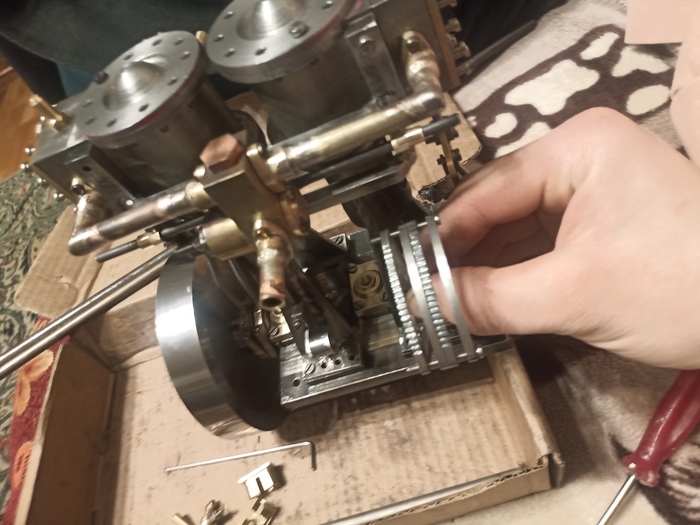
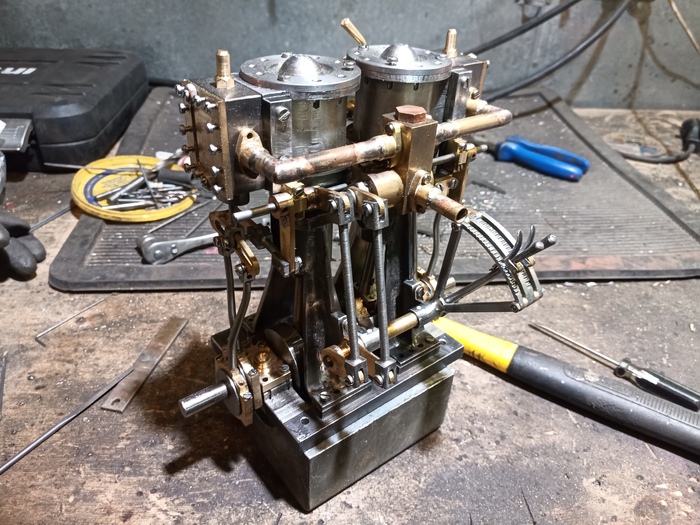
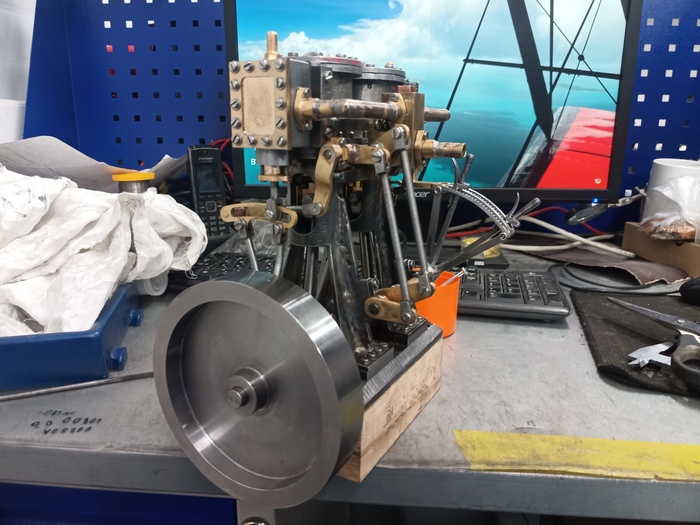
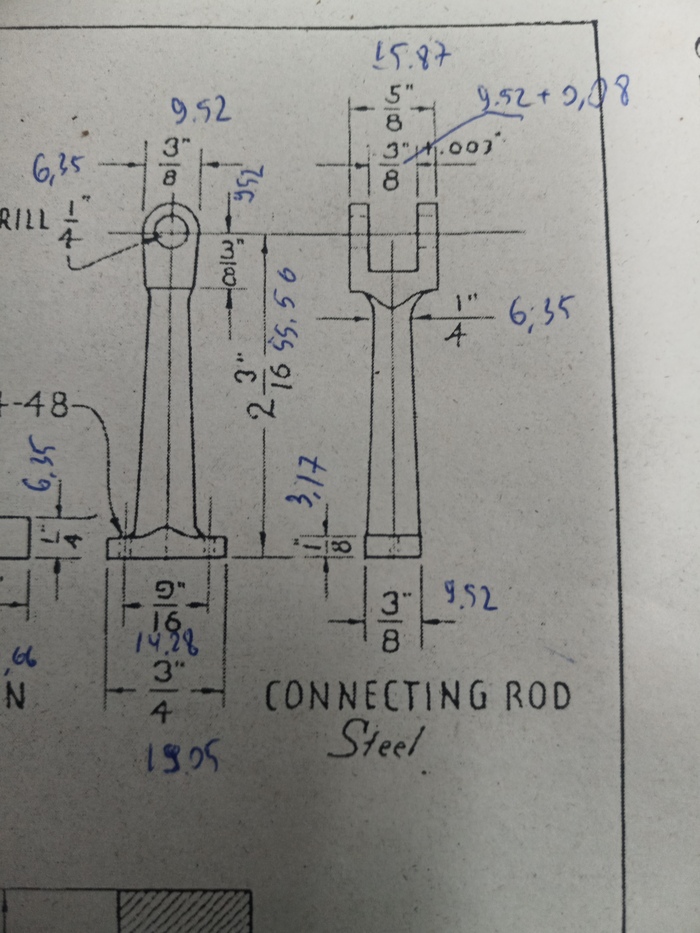
Для тех, кто видит меня впервые, повторюсь, я собираю модель парового двигателя по английским чертежам.
И сегодня настал момент, когда готовность двигателя уже позволяет его запустить и посмотреть, как все будет работать. Для нетерпеливых- видео сразу!
Двигатель издает небольшой стук, это поршневые пальцы, я немного пролетел с размером, буду переделывать. Так же как и посадку на вал в маховике. При изготовлении я допустил там конусность и маховик не удается закрепить без биения.
Итак, что было сделано за прошедшие недели:
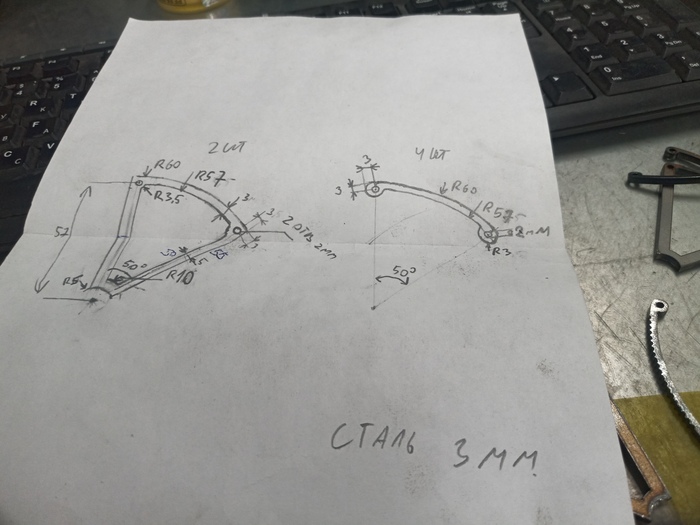
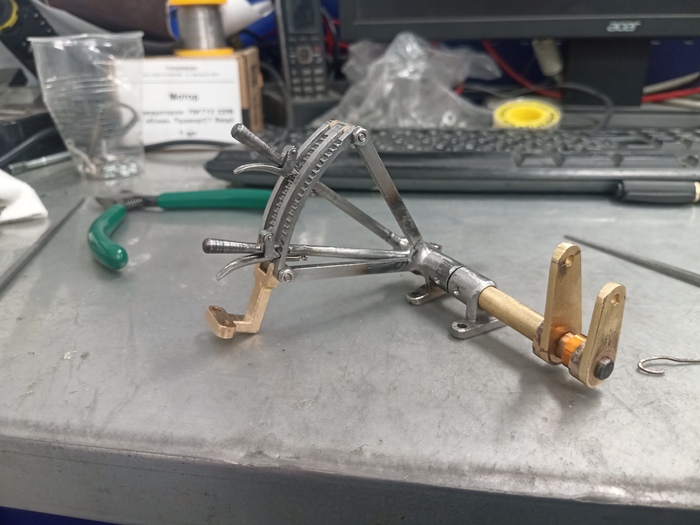
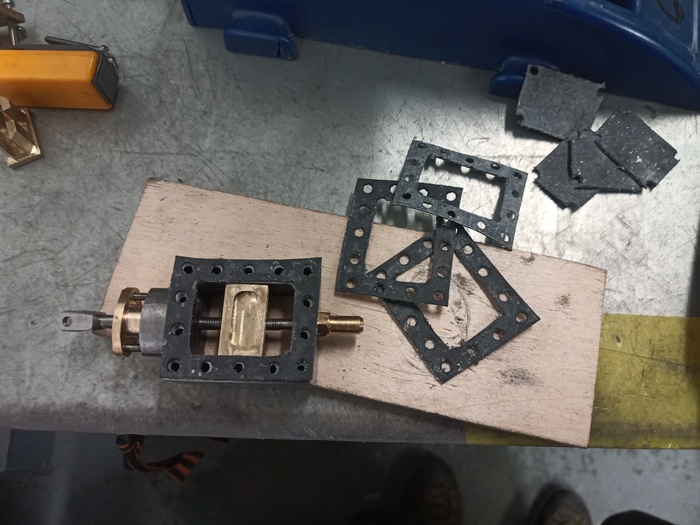
Так как все части двигателя уже готовы, можно заняться органами управления. Сначала я расчертил и посчитал длины тяг и рычагов, что б обеспечить необходимый ход. Так же начертил рабочий сектор рычагов, который позже был вырезан, собран и приварен на втулку оси рычагов. Сами рычаги изготовил за кадром.
После этого приступил к фиксаторам. Их я согнул из 0.8мм стали. Получилось не сразу, но итоговым результатом доволен.
1/13
Изготовление блока рычагов.
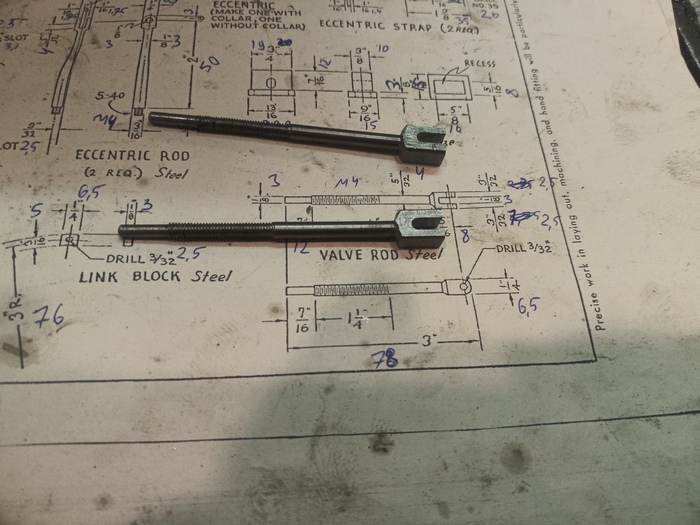
После блока рычагов занялся изготовлением тяг и доработкой кулис. На последние были припаяны поводки для управления. Тяги же точил из прутка 10мм резцом со скругленной режущей кромкой, а затем фрезернул в них пазы и придал концам прямоугольный профиль. Параллельно с этим, за кадром, изготовил качалки.
1/6
Изготовление тяг.
После этого решил чуть облагородить станину двигателя. Снял с нее фаски и подровнял.
Снятие фасок со станины.
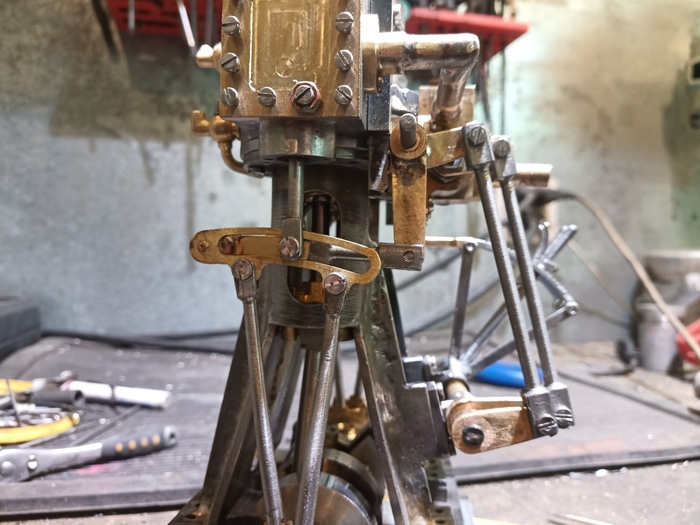
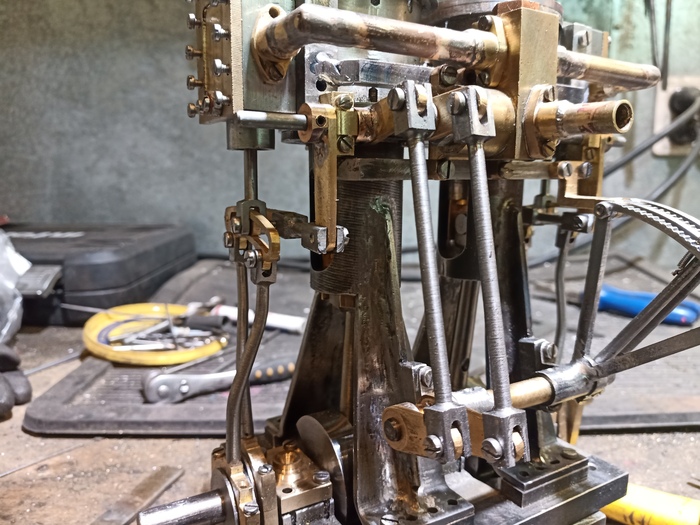
Начал чистовую сборку с того, что облагородил тяги. Скруглил их края и отшлифовал следы от фрезы. Перед установкой коленвала ещё раз собрал ряд из опор и прошёлся развёрткой. Теперь вращение вала в них идеальное. Штоки поршней закрутил в ползуны на красный фиксатор резьбы, а уплотнения штоков и парораспределителей сделал из промасленной сальниковой набивки. Нижние винты крепления цилиндров заменил на шпильки. Параллельно с этим изготавливал прокладки: под крышки цилиндров, под парораспределителели и под фланцы трубок подачи пара.
1/10
Чистовая сборка.
В процессе сборки заснял работу привода золотника регулятора.
Так как щеки коленвала выходят за габариты станины, сделал из обрезка деревянную опору с окнами. Но толщина недостаточна, использую сугубо как сборочную опору. Буду переделывать.
1/5
Изготовление подставки.
В качестве заключения попробую примерно привести затраты на изготовление того, что вы только что видели:
Прутки, болванки и прочие материалы ~12 тр
Резцы и пластины к ним 8 тр
Фрезы быстрорежущие и твердосплавные ~5 тр
Услуги по резке металла ~5 тр
Метизы ~2 тр
Транспортные расходы ~ 7 тр
Рабочее время- 15 дней по 8-10 часов.
Не смотря на то, что двигатель уже работает, это не конец. Так что ждите продолжения!
Собрали временный короб из лдс для станка, чтоб не пылился в гараже и будет удобнее перевезти после настройки электроники в цех, для дальнейшего укрепления рамы
Думаем над дополнительным лазерным модулем, так как все равно придется покупать новый крепеж для шпинделя, как тот пришел в комплекте не удовлетворительного качества
Приветствую Вас, господа. Продолжу свой рассказ о постройке двигателя. Сегодня остановимся на изготовлении шатунов и ещё некоторых частей.
Результат работ.
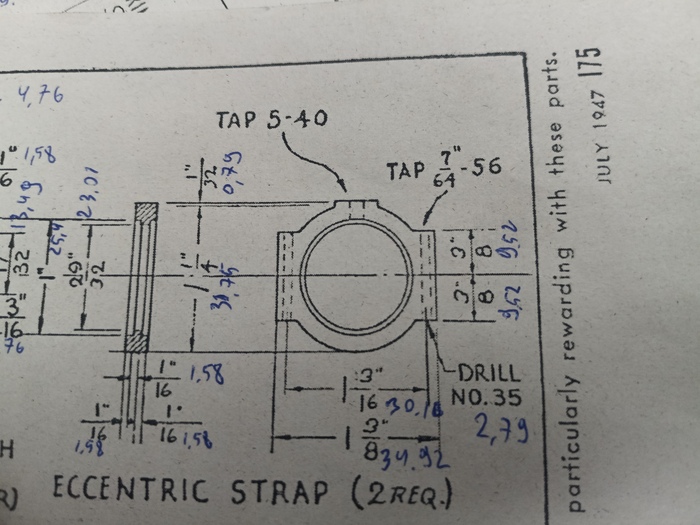
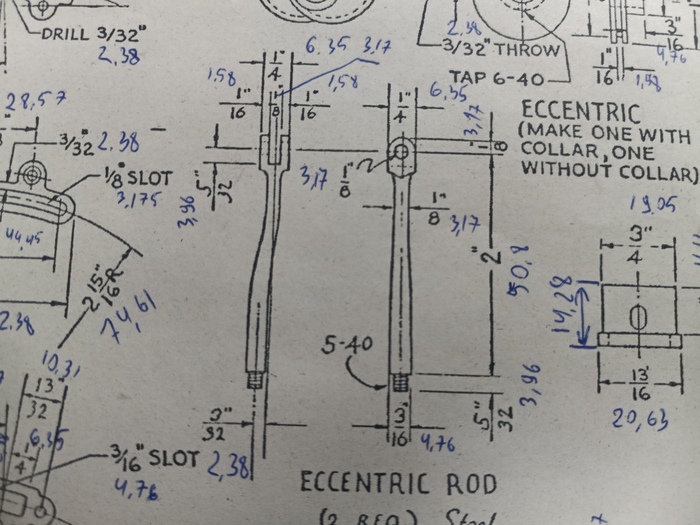
Начал я с шатунов парораспределения. Но с небольшим отступлением от чертежа, добавив бортики эксцентрикам вместо проточки в них.
Была взята болванка из латуни, в ней начерно было расточено отверстие и сделаны лыски. После этого заготовка была разрезана на 8 частей, которым на поворотном столе была придана полукруглая форма. Далее, с помощью шаблона было симметрично отрезано лишнее от всех заготовок и получены 8 половинок от четырех шатунов. Теперь их уже можно было засвердить и стянуть, а затем и развернуть в чистовой размер 25мм.
1/9
Самая расточительная операция. Полтора килограмма латуни ушло в стружку, что б получить четыре малюсенькие детали!
Нижние головки шатунов парораспределения готовы. В них так же предусмотрена маслёнка и отверстие для регулировки фазы эксцентрика без разборки. Подсмотрено у английских коллег.
Одновременно с этим были изготовлены и сами эксцентрики.
1/2
Эксцентрики.
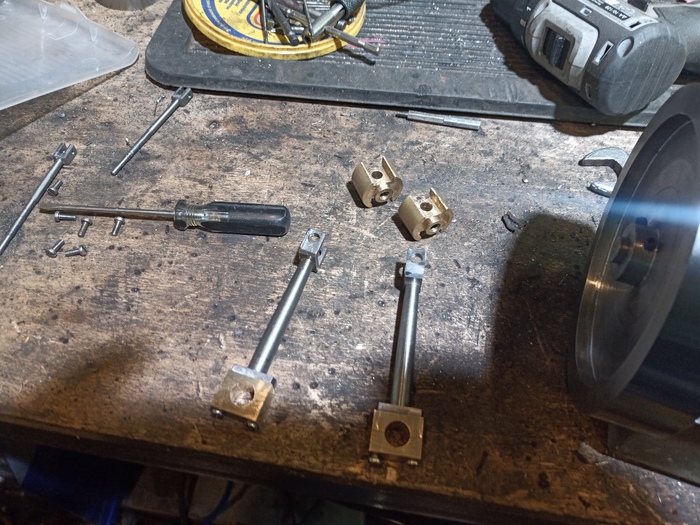
Пришло время взяться за шатуны цилиндро-поршневой группы. По чертежу они имеют изящную конусность, которую я смог повторить с помощью смешения заднего центра. После токарной обработки я фрезернул верхние головки и развернул в них отверстия, а так же обработал фланцы крепления к подшипникам скольжения нгш, что решил делать из бронзы БрАЖН.
1/8
Изготовление и примерка шатунов.
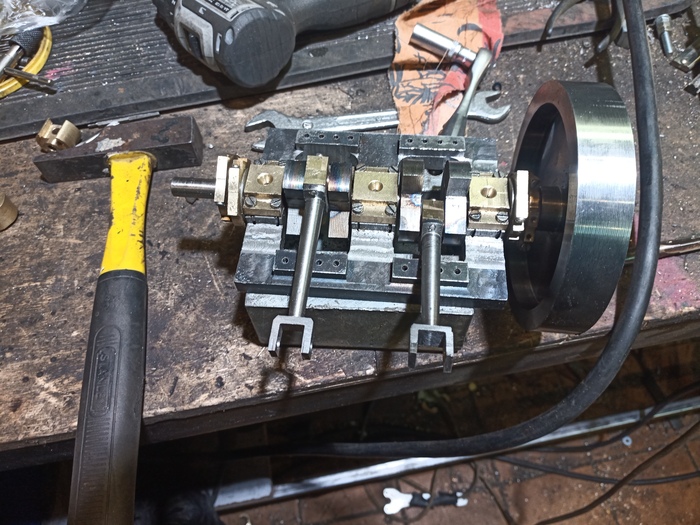
Записал на радостях небольшое видео с работой этой кинематики. Не обращайте внимание на острые углы вгш, это пока лишь черновая сборка, позже я все обработаю и скруглю там, где это необходимо.
С этих пор начинается некоторая путаница в последовательности изготовления различных частей, далее буду повествовать уже не по очередности, а фактически, что было сделано, и как.
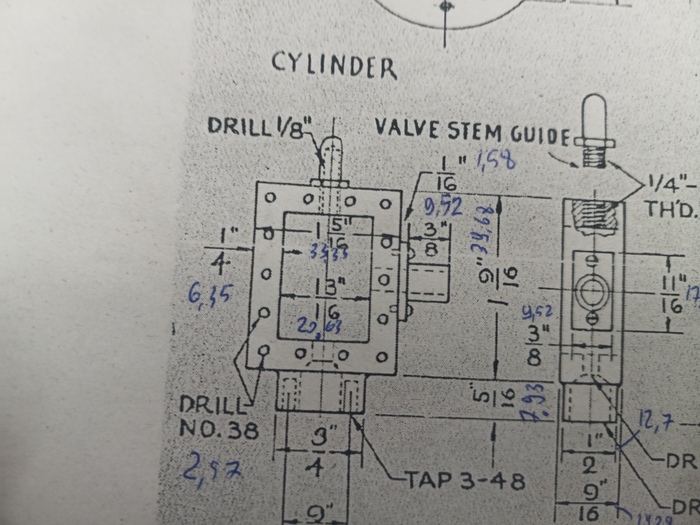
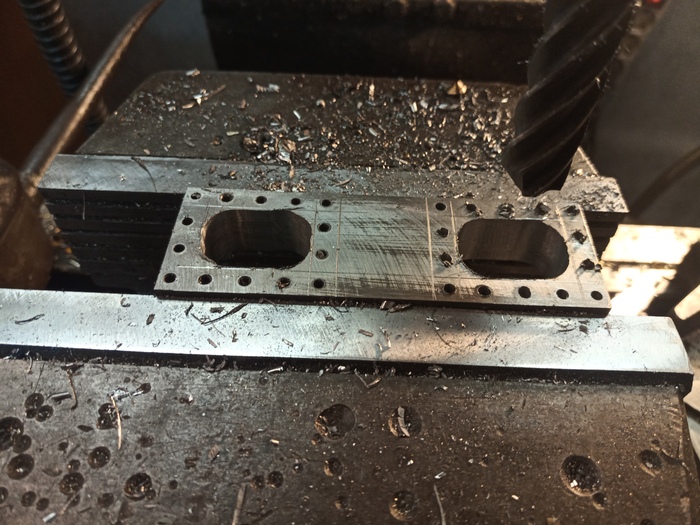
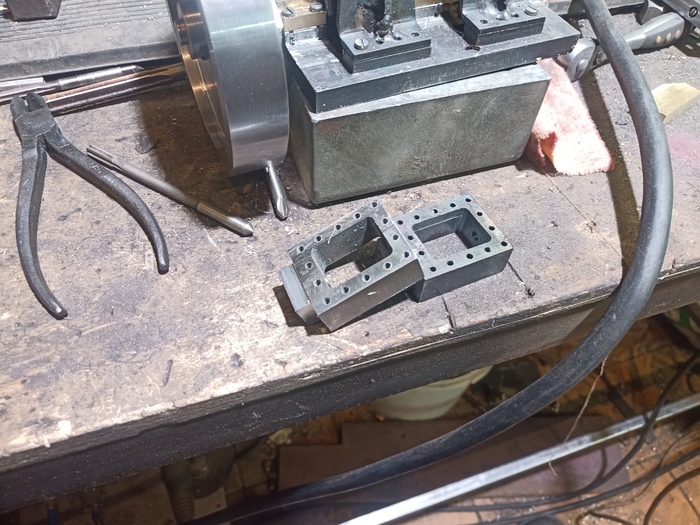
Сейчас речь пойдет про парораспределители. Они на данном двигателе золотникового типа. Начнем с корпусов. Сделал их из той же многострадальной стальной пластины 16мм, обрезав ушм и оболванив уже на фрезере. Разметил и насверлил отверстия, профрезеровал окна, а после этого разделил детали. Затем придал им чуть более похожую на чертеж форму уже в токарном станке. Ну и изготовил фланцы поджима набивок штоков парораспределителей. Штоки сделал из стали 40х.
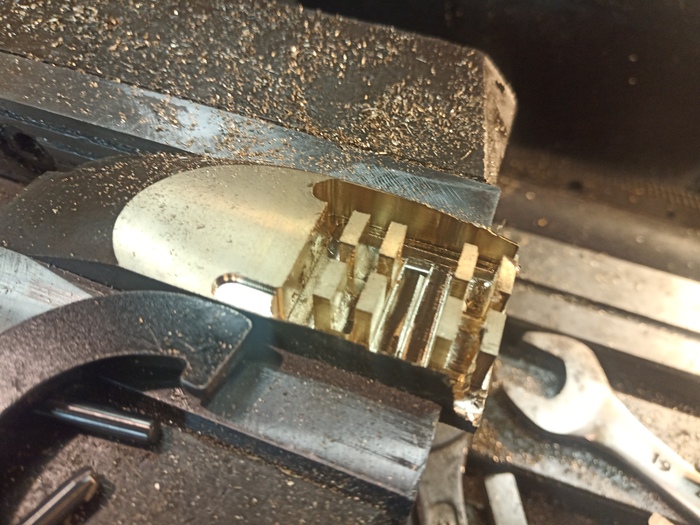
Сами золотники тоже решил делать из бронзы. Выфрезеровал их прямо из массива, а потом отрезал. Последними сделал крышки золотниковых коробок.
1/15
Изготовление золотниковых коробок.
Как вы можете видеть, на последнем фото деталей чуть больше, чем то количество, что я уже показал. Будем нагонять!
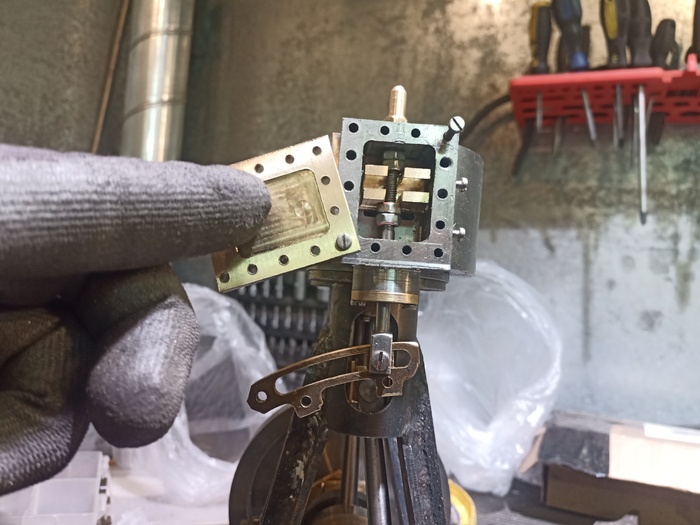
Кулисным механизм и шатуны парораспределителей. Кулисы нужны для переключения между прямым и обратным ходом, ибо фазы двух эксцентриков относительно вала смещены приблизительно на +90 и -90 градусов, что и даёт нам возможность переключения.
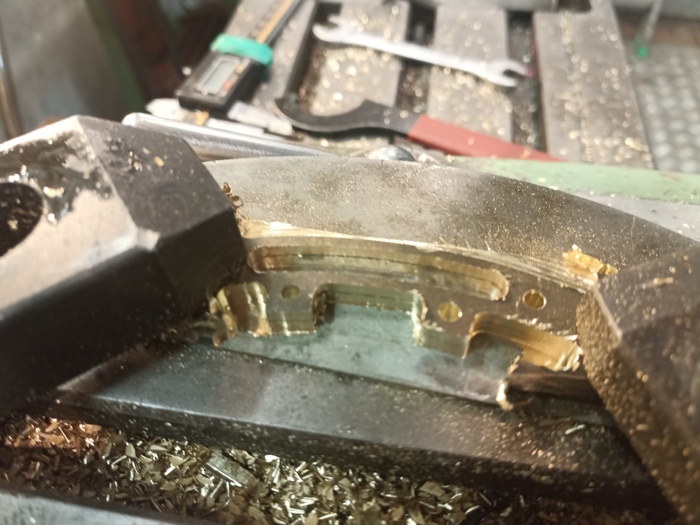
Сами кулисы изготовил из бронзового листа, склеив два слоя и обработав вместе на поворотном столе, обеспечив полную симметричность, что важно. После чего они, а так же шатуны распределения и цпг были отшлифованы. Их головкам была придана уже более приятная глазу округлая форма. Кулисы так же были отшлифованы изнутри и ход сухаря стал плавным и без заеданий о следы обработки фрезой.
1/5
Изготовление привода механизма парораспределения.
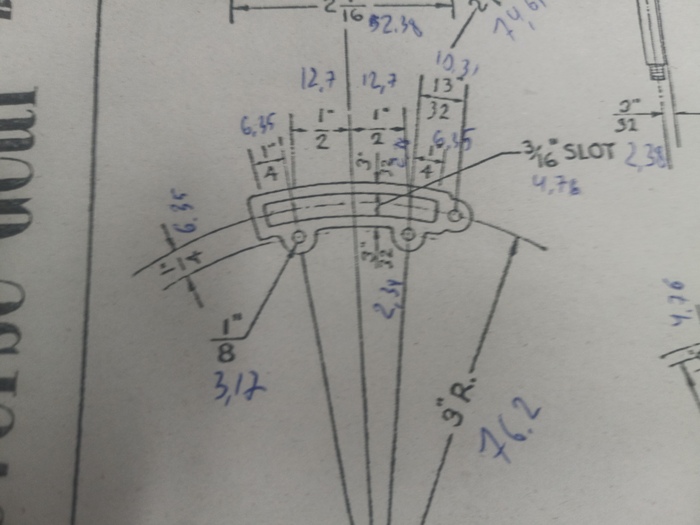
Что примечательно, англичане начертили чертеж кулисы, не указав углы окна и отверстий в ней. Пришлось пересчитать, зная расстояния между отверстиями.
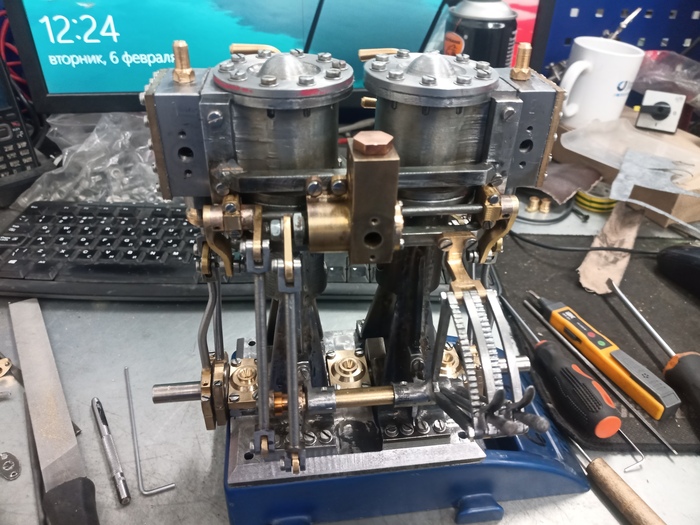
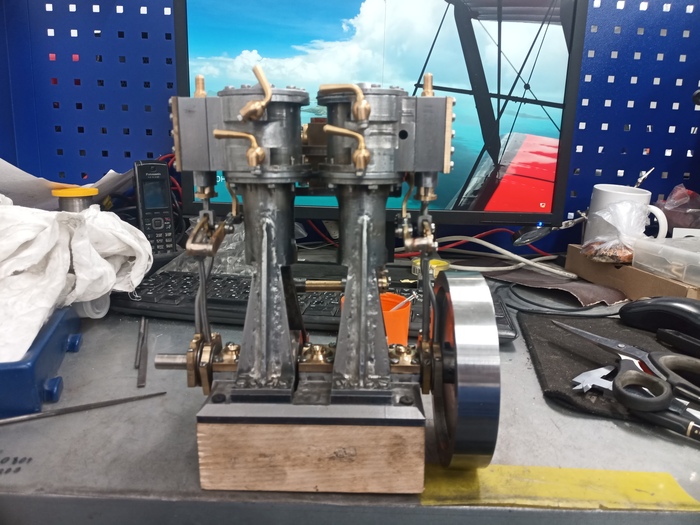
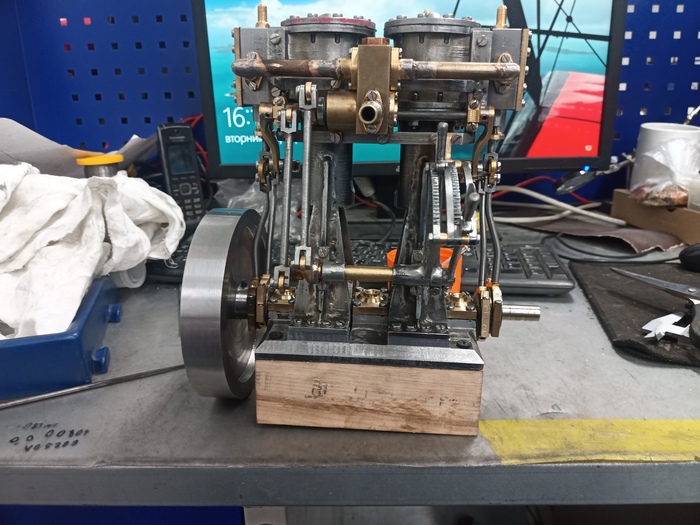
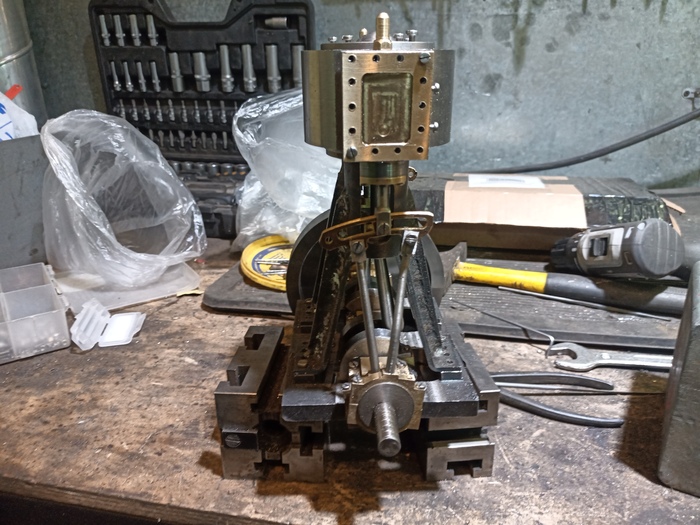
Как вы видите, двигатель уже обретает форму и почти все навесное готово. Остаётся уже буквально доделать мелочи. Но этих мелочей достаточно много, поэтому двигатель пока все ещё не готов к запуску.
Небольшое отступление.
Как вы знаете, горячий пар в холодном двигателе будет сразу конденсироваться, заполняя полости водой. А вода, являясь несжимаемой, будет препятствовать прокрутке двигателя. По этому все существующие паровые двигатели, от мала, до велика имеют в своей конструкции сливные или продувочные краны. Они позволяют воде беспрепятственно выйти из цилиндра при запуске двигателя. Когда двигатель нагревается, вода перестает конденсироваться и краны можно закрыть.
Например здесь, на видео, мы можем наблюдать, что краны открыты и пар свободно выходит, что ввиду малой пропускной способности последних практически не мешает работать паровой машине.
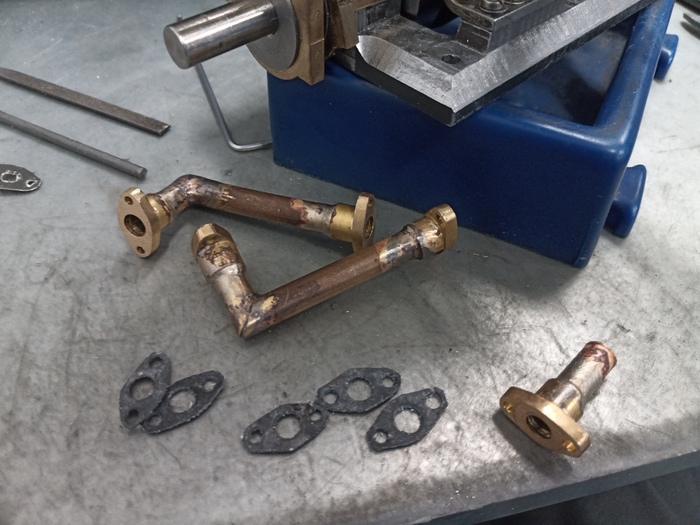
На моём двигателе, если я планирую запускать его на пару, без кранов тоже не обойтись. Сделал их я из латунного прутка с помощью фасонного резца, а отверстия под конические поворотные золотники с помощью развертки с конусностью 1:50. Носы кранов были начерно выфрезерованы, а затем просверлены и доработаны напильником до достижения красоты. В итоге получилось пять кранов: по два на цилиндры и один на конденсационную маслёнку, которую я тоже планирую сделать. Что б вы понимали размер, длина всего крана вместе с резьбой м6 всего 25мм, а диаметр шарообразной части крана- 10мм.
1/7
Изготовление кранов спуска конденсата.
Тем временем, праздники закончились и пора снова выходить на работу, но это не повод останавливаться в изготовлении двигателя! Буду и дальше показывать прогресс, неминуемо приближаясь к долгожданному моменту запуска.
Здравствуйте! Продолжаю свой рассказ про постройку парового двигателя. Комментарии читаю, постараюсь снимать больше видео впредь. Пока что буду публиковать то, что уже было отснято, по этому, прошу меня простить, прислушаться к вашим просьбам смогу не сразу.
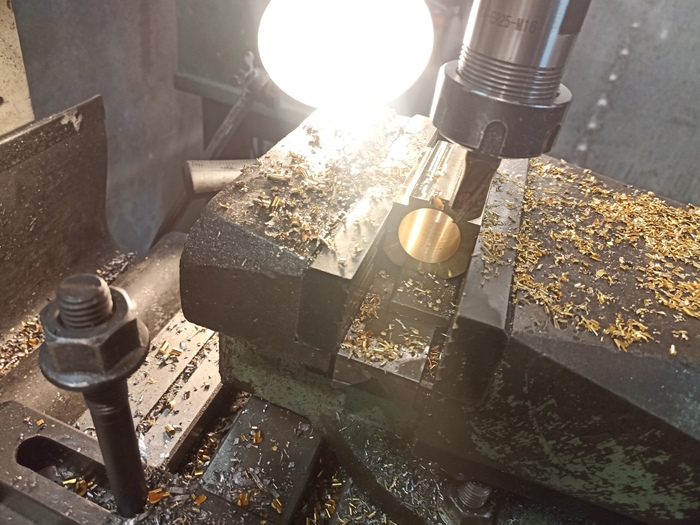
Итак, как вы поняли из названия, после того, как цилиндры встали на свои места, пришло время делать кривошипно-шатунный механизм и его подшипники скольжения. Коленвал у меня будет трехопорный, что несёт мне дополнительные сложности и повышенные требования к точности его изготовления. Но коленвал пока делать рано, начать нужно с его коренных разрезных втулок. Делать их я решил из бронзы БраЖН, бронза эта забавна ещё и тем, что ее стружка магнитится из за содержания в ней железа. У меня как раз было несколько обрезков данного материала и не пришлось заморачиваться с поиском.
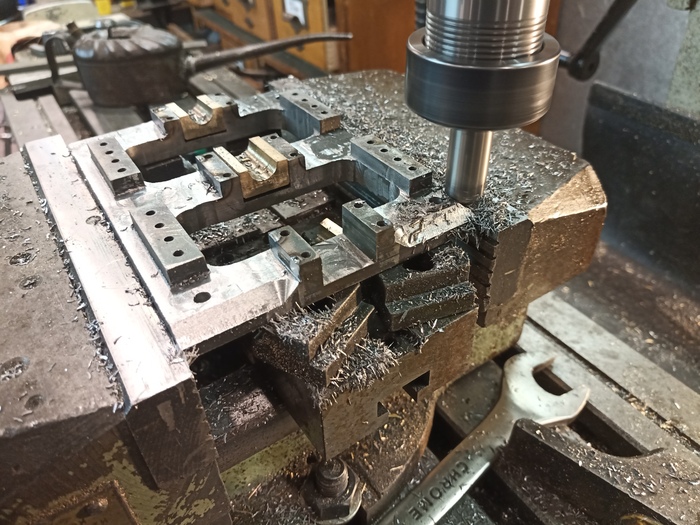
Первым делом брусок был пройден со всех сторон летучей фрезой. Кто не знает, это однозубая фреза, в основе которой лежит обычный токарный резец, зажатый в крепление. Это нужно было для получения взаимно перпендикулярных и параллельных поверхностей сторон. В это же момент были получены габаритные размеры вкладышей по ширине и высоте. После этого концевой фрезой можно было уже начать обработку фасонных поверхностей в соответствии с чертежом.
1/2
Обдирка бруска из бронзы.
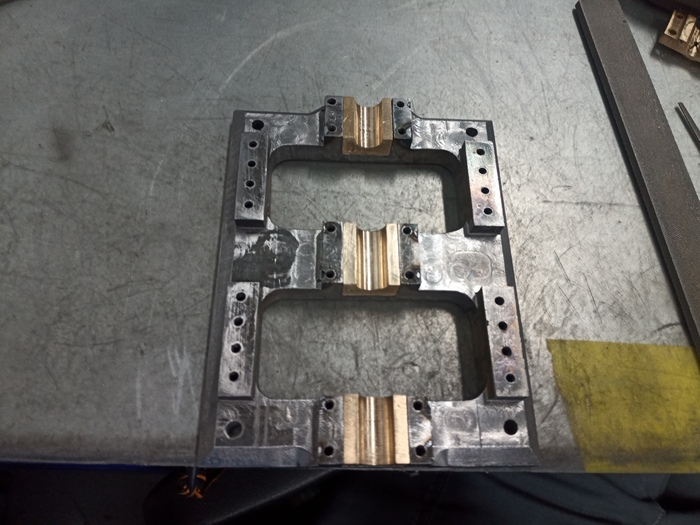
Результатом этой работы стало два бруска, имеющие профиль нужных мне половинок подшипников скольжения, верхней и нижней, которые я затем отрезал болгаркой с небольшими припусками. Нижние части я плотно запрессовал в станину, верхние же просверлил и прикрутил на 4 винта м3. После этого обработал прямо на месте до достижения нужной ширины концевой фрезой за одну установку вместе с окнами для противовесов вала. Касание щек коленвала стенок станины исключено, ибо туда лягут бронзовые дистанционные шайбы. Ну и без косяков не обошлось. По запарке при разметке просверлил отверстия крепления верхних крышек вкладышей на расстоянии ширины самой крышки. Неприятно, но не смертельно и решаемо.
1/3
Придание подшипникам скольжения заданной длины.
В таком затянутом положении станина с будущими подшипниками скольжения была зажата в тиски, обкатана индикатором и выставлена. Затем за одну установку были просверлены все три опоры сначала сверлом 5, затем 9.8. После чего развернуты до 10 мм.
И просверлены лунки для смазки, конечно.
1/2
Последние технологические операции с вкладышами.
Скажу честно, сразу браться за коленвал мне было страшновато. Поэтому начал я с чуть более простого, маховика. Маховик тоже немного отличается от чертежа, наружным диаметром. Потому как у меня была хорошая подходящая болванка, которую жалко было бы переводить в стружку на половину, да и большие маховики считаю достаточно эстетичными.
Изготовление можно считать достаточно сложным, так как специального резца для торцевых канавок у меня не было, пришлось использовать расточной в два подхода. Сначала от середины до наружного края, затем с другой стороны на реверсе от середины до внутреннего края углубления. После отрезки отверстие, опять же, было просверлено 9.8 и развернуто до 10. В дальнейшем планирую прорезать в стенке маховика окна на поворотном столе для получения шести спиц.
1/5
Изготовление маховика.
Ещё хотелось бы на минуту остановиться на режущем инструменте. Некоторое время назад я открыл для себя резцы с механическим креплением с Али/ озон. И был очень приятно удивлен, почему я не сделал этого раньше?) Отрезной резец при всем своем китайском происхождении отрезает идеально, без дробления. Причем в достаточном жёстком для него режиме резания. Если все еще пользуетесь советскими резцами, рекомендую в добавок к ним купить попробовать и такие.
1/2
Мой режущий инструмент.
Ну и коротенькое видео об отрезке.
Теперь же время браться за коленчатый вал. В качестве основы был взят шлифованный калёный пруток 10мм, щеки с противовесами же сделал из той же стали 40х. Расскажу, как это подходило:
Пруток был начисто обработан по внешнему диаметру, были предварительно нарезаны канавки, метки под последующее отрезание, а вся эта пока ещё единая деталь, содержащая четыре будущие части вала, была отрезана от прутка, зажата во фрезер и обкатана центроискателем. Было просверлено центральное отверстие и расточено так, что бы обеспечить натяг 0.015 под прессовую посадку на цапфу. После чего я сместился на половину хода поршня к краю и повторил операции. Таким образом удалось добиться параллельности этих двух отверстий. Чертеж рекомендует посадку с фиксирующими штифтами, но я решил отказаться от них в пользу точек сварки.
1/4
Начало работы над коленвалом.
После этого щеки были обрезаны до соответствия чертежу, разделены, торцы обработаны начисто и началась прессовка.
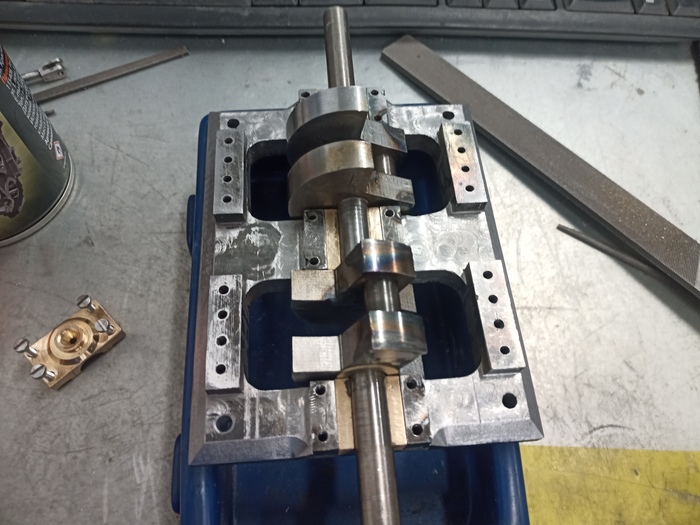
Вал 10мм был порезан на цапфы и пальцы соответствующей длины, которые далее были запрессованы в щеки. Таким образом коленвал был собран, а затем выровнен в призмах. К моему удивлению, удалось достичь биения всего в 1,5 сотки на средней коренной шейке.
1/5
Сборка вала.
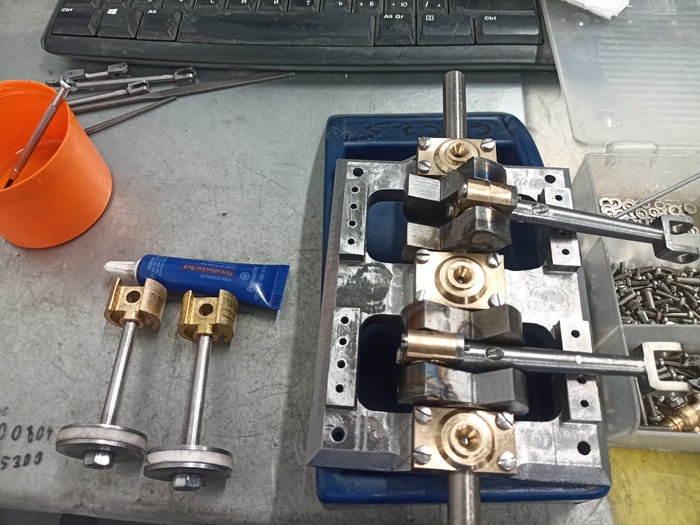
После этого я заварил пальцы и цапфы на несколько точек, ещё раз проверил биение и с чувством выполненного долга смог наконец примерить вал к опорам на станине двигателя. В результате он вращается без заданий, сверх прецизионным его назвать нельзя, но для нашей цели и такого вала вполне достаточно.
Примерка вала в опоры.
А теперь о том, почему так делать вал нельзя. Моя ошибка была в том, что правильнее было бы запрессовать цапфы увеличенного диаметра, отцентровать, затем заварить их и после этого, в центрах, обработать диаметр цапф вала под опоры начисто. Таким образом получится получить вал с минимальным биениями. Я же додумался до этого уже позже, но более я такой ошибки не совершу!)
На этом я вас оставлю, пока материала есть ещё на один пост, но завтра опять поеду в мастерскую и ещё немного поработаю и поснимаю!)
Как и обещал, по завершении проекта пишу отчет о проделанной работе.
Чутка предыстории. Я произвожу немного гитарных аксессуаров, в том числе и кожаные гитарные ремни. Для нанесения лого использовал обычный реечный пресс для автосервиса, нагревая клише газовой горелкой. Тема рабочая, но есть ряд недостатков. Большое усилие на рычаге. Глубина тиснения определяется настроением и массой тушки приложенной через рычаг. Температуру клише приходится контролировать инфракрасным термометром пистолетом. Для нескольких десятков изделий годиться. Но когда нужна партия из 500, то руки отсыхают. Вспоминаем свое образование. Стартует проект в конце июля. Открываем фьюзжн 360 и поехали. Учился я конечно на компасе, но не уверен, что мак и компас это то что надо. А фьюжн есть урезанный и лицензионный без всяких танцев с бубном.
Преисполнилнивьшись энтузиазма и обложившись таблицами размеров диновского крепежа начинаем творить. Мой собственный рецепт удачного чертежа. Просидеть за работой несколько часов, покрутить, посмотреть, сказать, да ёб твою мать и закрыть проект без сохранения к хуям собачим. Пару дней почесать бибу, подумать над своим поведением. И с чистого листа начать сначала. Результатом пары дней и нескольких часов перед виртуальным кульманом становиться нечто, что можно покрутить, подвигать рычаги и посмотреть как и что работает.
Примерно когда электронная версия пресса была готова на 70 процентов я какого хуя поверил в себя и решил произвести разноплановый расчёт пресса. От усилия на рычаге и рабочего давления, до слабых мест, достаточно ли толщины валов. Лезу в Гугл. Уходит сорок минут, чтобы определить хотя бы тип пресса. Далее поиск онлайн калькуляторов расчета шарнирно-кривошипных рычагов. Натыкаюсь на ламповый советский фильм о расчете кривошипных и эксцентриковых прессах. Радуюсь, запасаюсь поп-корном и погнали. Через 20 минут очнулся на моменте про линейные ускорения, какие-то моменты угловых скоростей и что для расчета всего лишь надо взять обычный советский интеграл. Дяденька, я инженер то ненастоящий, я диплом в университете нашел. Ему же, блядь, в космос не лететь, да и что ему сделается, он же железный, прости господи. Хуяк-хуяк и в продакшн. Модель готова, крепеж посчитан, осталось только родить то, что нельзя купить. Первым делом заказал ПИД терморегулятор Rex C100, он у нас будет терморегулировать и нагревательные элементы. Все поедет с алика и будет через месяц. Пока едет заказываем лазерную резку. С местными договорится не получилось. У одних лазер занят на серийном производстве и они не знают, когда смогут взять в работу, у вторых лазер не основной вид деятельности и мы вам посчитаем и позвоним, до сих пор не позвонили. Заказал онлайн где-то в Питере. Счет, договор, короче серьезные ребята. Токарный станок у меня есть, но мой уровень владения не позволяет точить с квалитеты точнее трамвайной остановки. Все бронзовые втулки и шлифованные валы отдаем знакомому токарю на завод. Себе оставляем вкусный рычаг из ст45.
Всем задания раздали, в свободное время начинаем фрезерную обработку люминиевых деталей. Фрезеруем на хоббийном станке по дереву. Ну а хули делать, другого не завезли. Когда вырезалась первая деталь, на последнем проходе уголок обрезка затянуло под фрезу и само собой её попердолило. А по люминию у меня была одна фреза. И та 4 мм. Но заказывать новую не охота, переписывать программу обломно. Вторую деталь режем фрезой 3,175 и по дереву. Отличается от фрезы по алюминию наличием второй канавки и углом заточки. Ну да не страшно. Люминь то у нас Д16Т где то между сосной и буком.
Примеряем клише на первую деталь. Радуемся.
Тем временем прошло две недели и мы получили детали из Питера. Все чинно, благородно, на поддонах, в обрешетке. Но две детали лишние, одной не хватает, одна деталь без плоскости. А одну я забыл заказать. Написал рекламацию на завод, не приняли, так как нарушил срок подачи заявления. Детали я проверил только через две недели. А по кривой детали сказали проверить отклонение и дали ГОСТ, чтобы сверить. В гост то они уложились, но видимо этот гост для постройки сухогруза. Заказал недостающее у знакомых на плазме.
Получаем от токаря валы
Стальную монтажную плиту тоже грызем на нашем станке по дереву. Ой да эти ваши станки Savinsname даже фанеру не могут, у них портал слабый и вообще говно. Тут случился мой второй проёб. Программу писал под фрезу 4мм. А фреза была 3.175, кто ж на эти надписи то смотрит? Все отверстия в минусе. Да и хуй с ними, главное, что они на своих местах.
Во всех доступных отверстиях под резьбу режем резьбу. Сверлим отвестия под втулки и валы. Под них мне лазером нанесли центра. Сразу на лезере решил не вырезать, потому-то там что-то происходит с металлом на кромке, толи подкаляется, толи азотируется. Короче очень плохо обрабатывается, тупит сверла и вообще не по-христиански. На прихватки собираем детали попарно. Сверлим по очереди сверлами 5, 10, 15, 15,7. Разрезаем. Собираем из пары деталей готовую конструкцию, завариваем. Далее надо развернуть отверстия до 16мм. Развертка есть, а воротка под 14 квадрат нет. Ну не беда. Зато есть токарный станок. Зажимаем в патрон развертку и насаживаем задней бабкой деталь. Повторить с остальными деталями. Большая деталь от станины пресса никак не пролезала в наш детский тв-4. Два отверстия пришлось разворачивать руками, зажав развертку рычажной струбциной. Оказывается руками это достаточно тяжело.
Делаем черновую сборку
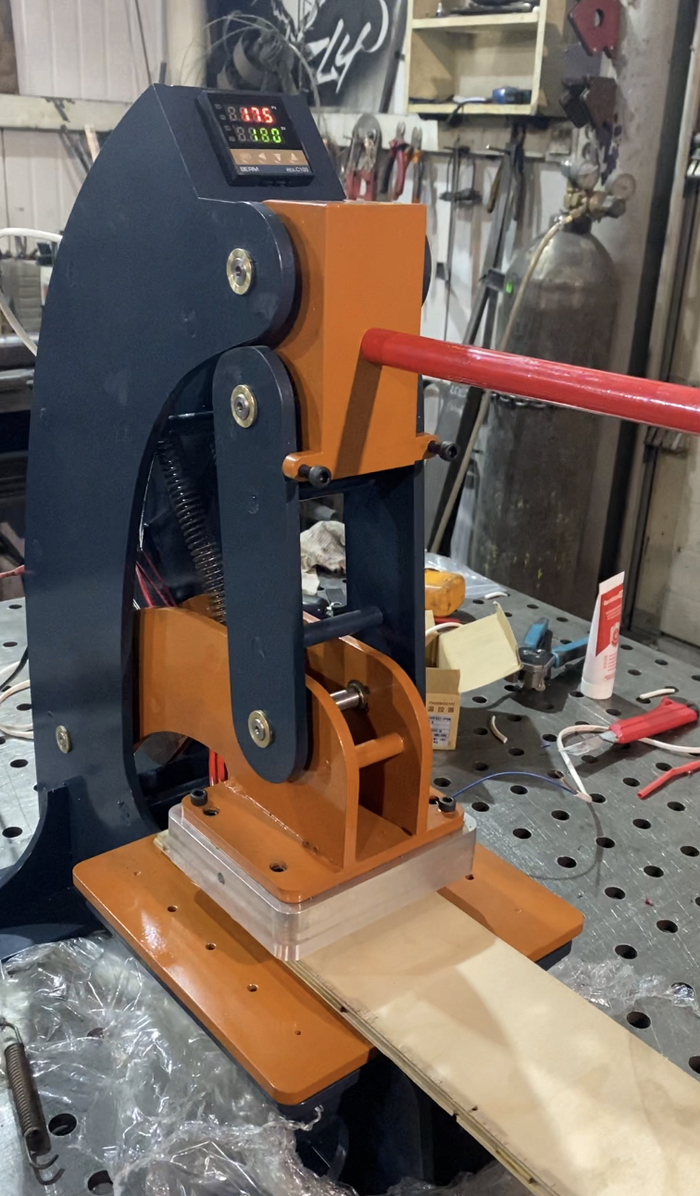
Разбираем и отвозим на порошковую окраску. Ручку красим обязательно в спортивный красный цвет.
Забираем, собираем начисто, со стопорными кольцами. Автор мудак спроектировал так, что одно кольцо из 4 нельзя поставить. Не хватает пространства. Бронзовые втулки все равно вклеены на фиксатор. Впоследствии куплю стопорные шайбы и поставлю. Хотя кого я обманываю. Прокидываем провода, собираем электричество, обучаем регулятор. Греем и можно приступать к работе.
Доволен слонее любого слона. Усилия на рычаге практически нет. Повторяемость 100 из 100. Фиксация в точке максимального усилия. Температура держится в пределах 2 градусов. Хотя и тут 20 градусов погоды не делают. Из минусов. Греется сам пресс. Проложил между нагревательной плитой и станиной кожу 3мм. Помогло но не сильно. Надо что-то придумать. Из первого минуса выходит второй. Долго выходит на рабочую температуру. По замерам 15 минут от 20 до 180 градусов. На проект ушло 4 календарных месяца. А самой работы примерно 7 полных рабочих дней с учетом проектирования. Ну вот собственно и все. Всем успехов.