


BODOR уходит с рынка?
Эта новость ввела меня в ступор, как петербургская метель в апреле. И что теперь делать не знаю. Точнее не так. Теперь знаю, но все по порядку.

Короче прошел у нас тут слушок на работе, что компания BODOR, которая является одним из лидеров лазерных станков, уходит с рынка. Навсегда. Я был шокирован этой новостью, так как сам являюсь пользователем Бодор (широкоформатный металлорез) на заводе несколько лет. Не сказать, что я очень доволен данным аппаратом, но в целом функцию свою он выполняет.
Дабы подтвердить полученную информацию я полез на ЧПУшные форумы и начал задавать вопросы. “Как там поживает мой любимый Бадор?” и “А давно ли кто обращался в сервис Бадора?”. Я боялся кидать пустые вбросы и наводить панику на людей, но как оказалось не до меня одного дошла эта информация.
Еще я побеседовал с коллегами-инженерами, до которых тоже дошел этот слух Кому-то в целом наплевать, “ну умер и умер”, а некоторые, как и я озадачились.
Для тех кто не понимает, что же я так паникую я отвечу, что уход Бадора с Российского рынка это:
Нет комплектующих. Почему? Да потому что Бадор очень любил пихать везде свои “уникальные фишки”. Лазерный источник известных брендов? Да нееее, у нас свой уникальный излучатель фирмы Бадор! А еще лазерная голова и ПО. И что мне теперь с этим делать? Когда навернется мой лазерный источник, как мне найти ваш “уникальный”?
Кто починит мой станок? К кому мне теперь обращаться при поломке станка? Кому звонить и куда бежать? Кто приедет в Усть-Урюпинск, чтобы починить станок? Ранее Бадор заявлял, что приедет куда угодно чтобы устранить поломку. А теперь?
Что по итогу приедет, если ты только недавно заказал станок? Он вообще доедет? А что если на таможне начнутся проблемы с документами? Или мне приедет станок франкенштейна, собранный из говна и палок? Или вообще, неработающий или недоукомплектованный станок. Кто теперь будет отвечать, если юридического лица нет?
Чтобы не быть голословным, приведу недавний случай на своем заводе. У нас два станка Сенфенг и Бодор. У Сенфенга рукопопый новичок сжёг голову. На деньги мы, конечно, попали, но к счастью смогли легко заменить голову, и то, потому что это был Райтулс.
Тут мы начали Бодор проверять. И поняли, что юный "умелец" и до него добрался. По итогу всю оптику на замену. Я как нормальный человек, захожу на сайт бодоровцев ищу раздел "комплектующие", а его нет. Я как-то не понял ничего. Звоню им, мол режущая голова Genius BG1.5 нужна, где взять?
А они мне: "Конечно же, только у нас. Но на текущий момент имеется небольшая задержка с поставками, мы можем отправить сервисного инженера, он посмотрит, чем можно помочь".
Потом мне начали втюхивать голову меньшей мощности, т.к. она у них есть на складе. На этом мое терпение и кончилось. Я говорю: "Ну вот на сайте я у вас вижу такой же металлорез и написано в "на складе", дайте с него что ли голову, у меня работа стоит.” В ответ меня начали закидывать дежурными фразами, что все они понимают, но сейчас помочь ничем не могут. Добило меня то, что мне предложили заказать голову напрямую с Китая. Нормально, да?
Ну и зачем мне тогда это сотрудничество с Бодором в РФ, если всю комплектуху, да и сам станок я могу через Алик, Алибубу или сам завод заказать. Интересные они, конечно... ну то есть у меня сейчас, по сути, в цеху стоит груда металла, которой я не могу пользоваться. И бодоровцы ничем мне помочь не могут. Вот вам и история. Думайте конечно сами, менять оборудование прямо сейчас, или как я, по ситуации.
Вообще выбирайте проверенные компании, которые много лет на рынке и имеют кучу отзывов. Я как раз занялся поиском таких заводов, чтобы себя подстраховать.
Надеюсь информация была полезна. Старался донести основные мысли, но они вышли на эмоциях.
Они там пишут на сайте про “полный комплекс услуг” и “надежность”, но как-то выходит совсем наоборот.
А вот и мой неработающий станок от бодор. Так и стоит.

Показать полностью
2
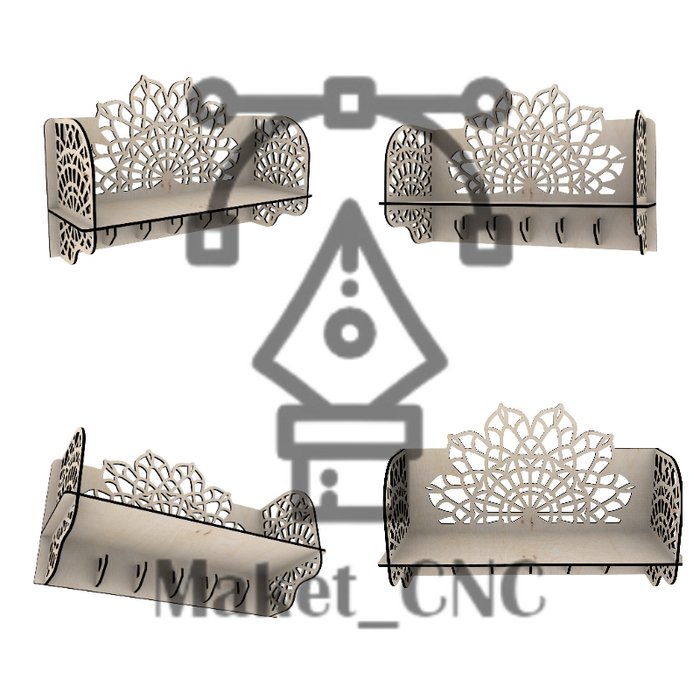
Макет вешалки на лазерную резку
Ссылка на скачивание макета для резки : https://vk.com/maket_cnc?w=wall-196776079_1835
Особенности:
- Уникальный дизайн
- Прочная фанера 6 мм
- Идеальные размеры: 63х42х22 см



Показать полностью
5

Конкурс для мемоделов: с вас мем — с нас приз
Конкурс мемов объявляется открытым!
Выкручивайте остроумие на максимум и придумайте надпись для стикера из шаблонов ниже. Лучшие идеи войдут в стикерпак, а их авторы получат полугодовую подписку на сервис «Пакет».
Кто сделал и отправил мемас на конкурс — молодец! Результаты конкурса мы объявим уже 3 мая, поделимся лучшими шутками по мнению жюри и ссылкой на стикерпак в телеграме. Полные правила конкурса.
А пока предлагаем посмотреть видео, из которых мы сделали шаблоны для мемов. В главной роли Валентин Выгодный и «Пакет» от Х5 — сервис для выгодных покупок в «Пятёрочке» и «Перекрёстке».
Реклама ООО «Корпоративный центр ИКС 5», ИНН: 7728632689
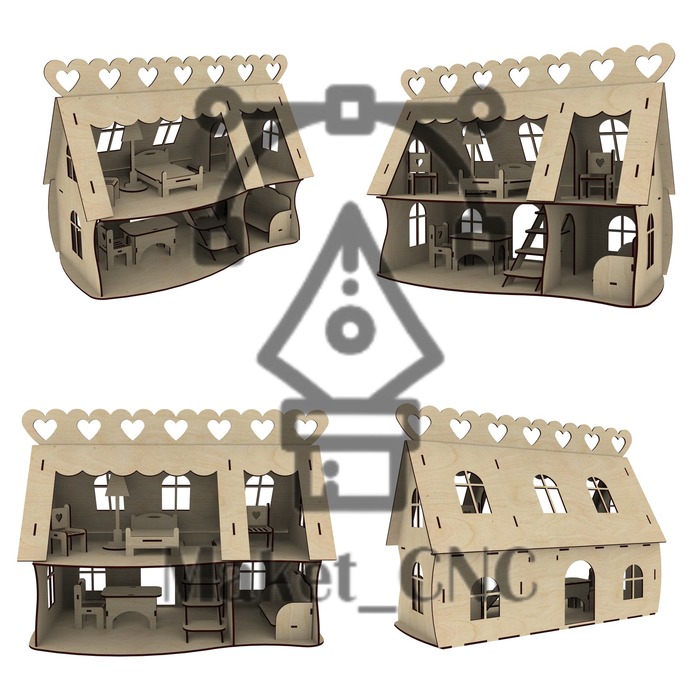
Макет кукольного домика
Скачать макет Кукольного Домика : https://vk.com/maket_cnc?w=wall-196776079_2358
- Размеры: 64х31х46 см
- Материал: 4 мм
- Интерьер: Комнаты с мебелью
Показать полностью
1
Документация на станки HAAS
Нашел тут диск, с трудом вытащил с него все имеющиеся мануалы на английском и русском
может кому надо:
[Lathe Operator]
96-0118 Russian Lathe.pdf
96-8700 English Lathe.pdf
37 641 Кбайт в 2 файлах/файле
[Mill]
96-0117 Russian Mill.pdf
96-8000 English Mill.pdf
46 866 Кбайт в 2 файлах/файле
[Rotary Tailstock]
96-0166 Russian Tailstock.pdf
96-0315 English Rotary.pdf
96-0328 Russian Rotary.pdf
96-5000 English Tailstock.pdf
17 963 Кбайт в 4 файлах/файле
[Service\Electrical Service]
96-0284C English Elec Service.pdf
96-0304 Russian Elec Service.pdf
Electrical Schematics.pdf
41 047 Кбайт в 3 файлах/файле
[Service\Mechanical Service]
96-0283C English Mech Service.pdf
96-0303 Russian Mech Service.pdf
209 464 Кбайт в 2 файлах/файле
Показать полностью
1

Народ, подскажите где купить или как собрать фрезерный/лазерный чпу станок самому с ссылками на комплектующие
По дереву, если быть точнее фанера 10мм, необходимо рабочее поле 1500х1500, желательнее лазер, но можно и фрезер)
Или продайте б.у станок)))
P.S. Поднимите пожалуйста, без рейтинга

Технология пермских ученых ускоряет производство новых современных авиадвигателей

Газотурбинный двигатель / © vecstock, Freepik
В России резко возросла потребность в замещении импортных магистральных пассажирских самолетов. Это требует от авиапредприятий ускоренного производства большого количества современных отечественных газотурбинных двигателей (ГТД), не уступающих по характеристикам мировым аналогам. Для этого необходимы новые технологии, которые обеспечат быстрое изготовление при стабильно высоких параметрах качества и конкурентоспособности. Ученые Пермского Политеха совместно со специалистами АО «ОДК-Авиадвигатель» разработали новый способ обработки одной из главных деталей газовой турбины – сопловой лопатки. Технология обеспечивает повышение производительности и точности изготовления сопловых лопаток для более качественной сборки современных газотурбинных двигателей.
Статья опубликована в научно-техническом журнале «Станкоинструмент», 2023 год. Исследование выполнено в рамках программы стратегического академического лидерства «Приоритет 2030».
Именно газовая турбина обеспечивает основную тягу авиадвигателя и отвечает за движение и полет самолета. Ее работа заключается в том, что поток воздуха попадает в двигатель, сжимается с помощью компрессора, затем нагревается в камере сгорания, вращает лопатки турбины и на огромной скорости выбрасывается из сопла, толкая самолет вперед. В устройстве используется несколько видов лопаток. В каждом двигателе их примерно 2-3 тысячи.
Один из видов лопаток – сопловые. Они предназначены для правильного направления газового потока на рабочие лопатки турбины, чтобы создать необходимый крутящий момент и вращение ротора двигателя. Процесс обработки этих деталей трудоемкий и часто замедляется из-за их сложной геометрии и конструкции.
Традиционно сопловые лопатки турбин шлифуют на нескольких различных универсальных станках с применением шлифовальных кругов и часто без смазочно-охлаждающих жидкостей. На это уходит много времени, что сдерживает все производство. Кроме того, не достигаются нужные параметры точности лопаток и шероховатость поверхности – появляются деформации, может искажаться итоговая геометрия и форма лопаток. При последующей сборке соплового аппарата турбины это приводит к искажению размеров сечения для прохода газовых потоков, к изменению рабочих режимов двигателя, увеличению расхода топлива и снижению мощности.
Ученые Пермского Политеха совместно со специалистами АО «ОДК-Авиадвигатель» разработали наиболее эффективный технологический процесс шлифования. Он заключается во внедрении новых передовых методов цифрового контроля лопаток и многоосевых шлифовальных станков с числовым программным управлением (ЧПУ). Для управления техпроцессом разработано специальное ПО.
– В процессе выплавления лопаток их геометрия неизбежно искажается, что приводит к неправильному положению в турбине. Разработанная технология позволяет ее скорректировать. Для этого рассчитывается отклонение геометрии от требуемой и ее коррекция в процессе установки и глубинного шлифования на станке с ЧПУ по заданной программе. При этом все разносторонние поверхности лопатки шлифуются с высокой точностью, производительностью и требуемой шероховатостью. Такая технология обеспечивает ускоренное и более качественное производство сопловых лопаток, – рассказывает доктор технических наук, декан механико-технологического факультета ПНИПУ Михаил Песин.
Для шлифования ученые предлагают вместо импортных использовать отечественные керамические круги, которые по стойкости не уступают мировым аналогам и при этом в пять раз дешевле.
– Мы разработали специальное программное обеспечение, которое рассчитывает угол разворота и смещения лопатки. Когда деталь установлена на станке ЧПУ и развернута на нужный угол, начинается процесс шлифования ее базовых поверхностей, в ходе которого искажение профиля лопатки уменьшается. Тогда сборка соплового аппарата из обработанных по новой технологии сопловых лопаток турбины будет происходить быстрее и точнее, – объясняет доктор технических наук, профессор кафедры «Инновационные технологии машиностроения» ПНИПУ Владимир Макаров.
Такой способ существенно повышает производительность изготовления сопловых лопаток и сборки сопловых аппаратов. При этом обеспечивает более высокое качество поверхностного слоя: шероховатость снизилась до 0,3-0,4 мкм, обеспечены благоприятные сжимающие остаточные напряжения, микротвердость в пределах нормы, отсутствуют прижоги и трещины.
Новая технология обработки лопаток газотурбинных двигателей на станке ЧПУ с глубинным шлифованием и коррекцией поверхности уже внедрена и активно применяется на АО «ОДК-Авиадвигатель».
Показать полностью
Угадайте звездного капитана юмористической команды «Сборная Красноярска» по описанию одного из участников
Ну что, потренировались? А теперь пора браться за дело всерьез.
Показать полностью