Фрезеровка. Взгляд технолога-программиста. Создание УП для изготовления детали.
Добрый день уважаемые пикабушника, а в особенности подписчики.
В предыдущем посте https://pikabu.ru/story/frezerovka_vzglyad_tekhnologaprogram...
Речь шла о базовых моментах перед началом подготовки УП. Сегодня мы пройдем путь по тем пунктам и до выдачи УП непосредственно на участок. Будет много букв и картинок(я подготовился), так что набираемся терпения и, поехали!
Итак, работать будем с электродом. А что и на чем делают электродами? Правильно - на электроэрозионных прошивных станках, а жгут ими сложные поверхности в штампах и пресс-формах, которые невозможно обработать или нецелесообразно обычным инструментом, или к этим поверхностям применяют повышенные требования качества. Система электрод-деталь работают с некоторым зазором, который называется искровой зазор. И, соответственно, чем больше силу тока подают на электрод( увеличивают скорость прожига, но не качество), тем больше должен быть искровой зазор. А отсюда вытекает, что и электроды бывают чистовыми и черновыми.
Собственно все эти моменты и указываются на чертеже: контрольные размеры, зазор, требования к поверхности, базовые поверхности, карта наверки и прочее. Наши входные данные: электрод чистовой, искровой зазор 0.1мм, база в середине габарита электрода.
Модели электродов приходят в номинальном размере прожигаемой поверхности, поэтому искровой зазор мы будем обеспечивать программно.
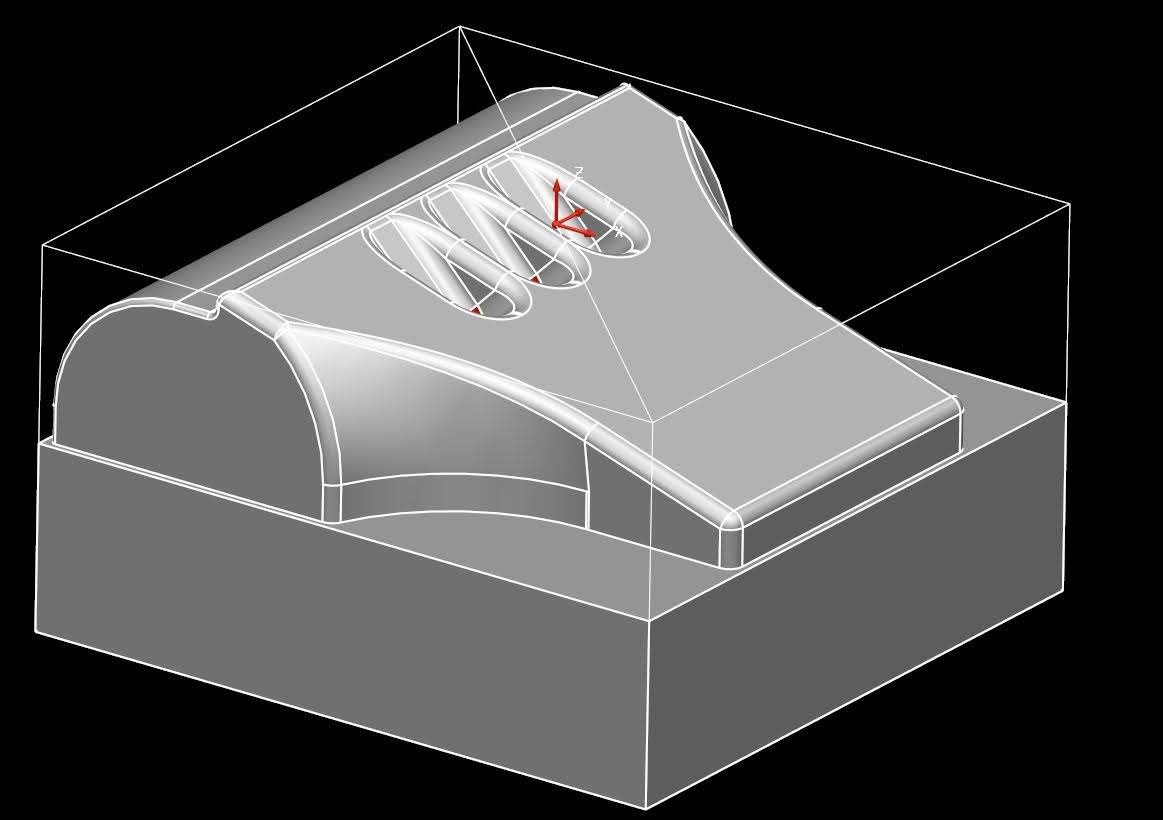
Дальше проводим анализ модели, ищем минимальные радиуса, думаем каким инструментом будем обрабатывать.
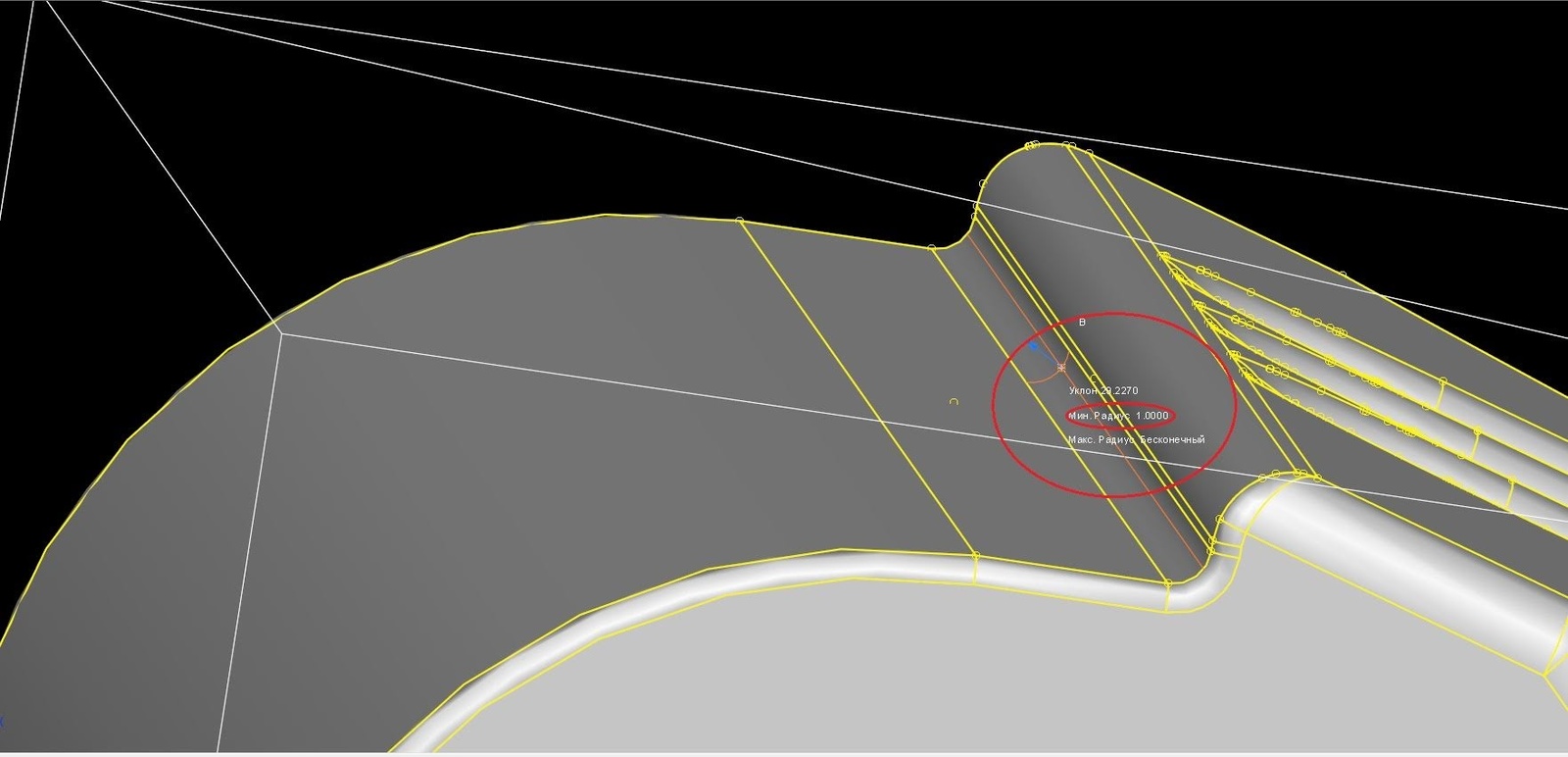
Нас больше интересует минимальный радиус в трех карманах(вторая картинка), т.к. там скорее всего придется использовать мелкий инструмент. А вот на первой картинке радиус открыт, поэтому его можно обрабатывать как сферическим инструментом D2R1, так и скругленным, с радиусом при вершине R1 максимум, можно и меньше. Помним о выборе максимально большого инструмента по возможности? Поэтому я буду использовать инструменты D4R2 и D12R0.5.
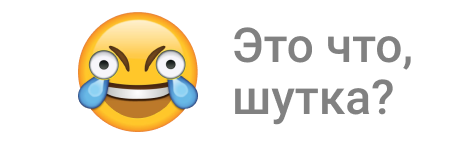
Закидываем нашу модель в CAM-модуль, где и будет формироваться наша УП.
В первую очередь создаем в проекте инструмент.
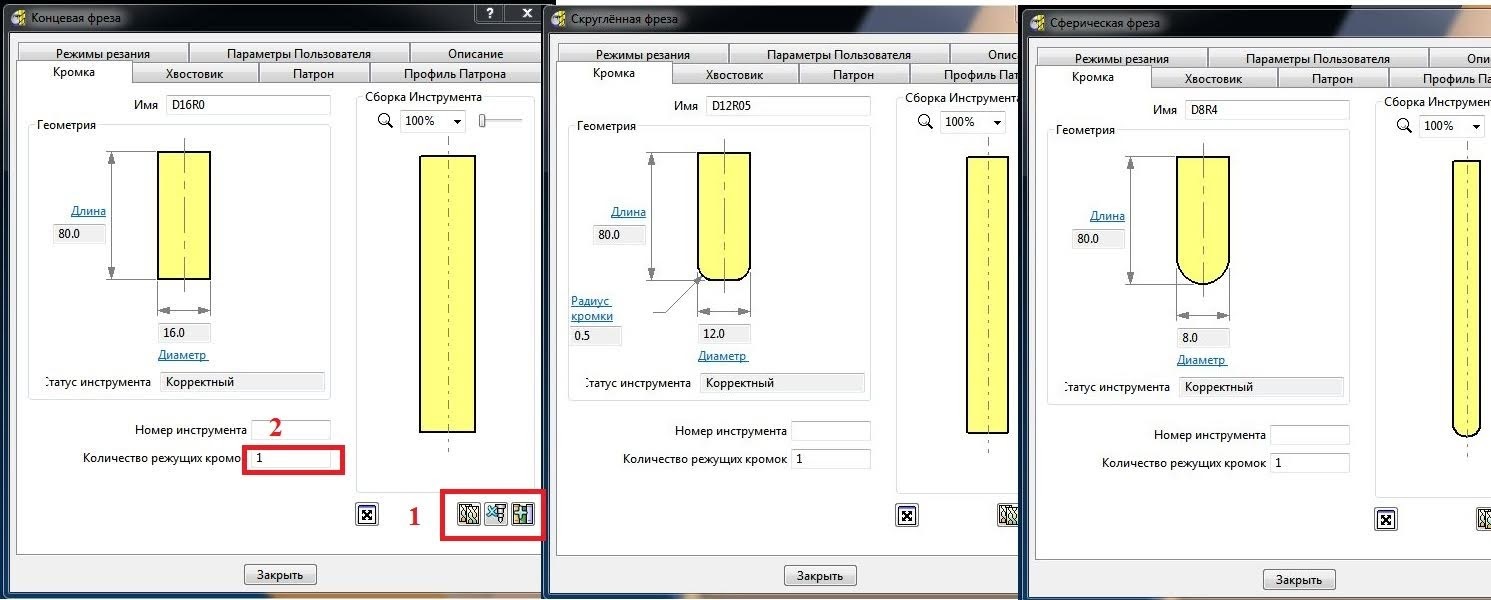
Мы можем создать инструмент по параметрам или же загрузить из базы(цифра 2). Как видите параметров создания инструмента много, можно полностью создать имитацию инструмента со станка, включая патрон, державки, цанги и прочее. Все это необходимо для безопасной обработки и контроля столкновения элементов инструмента с заготовкой. Но для полноценно безопасной обработки требуется кинематическая и математическая модели станка, что обычно покупается отделтным модулем и стоит дорого.
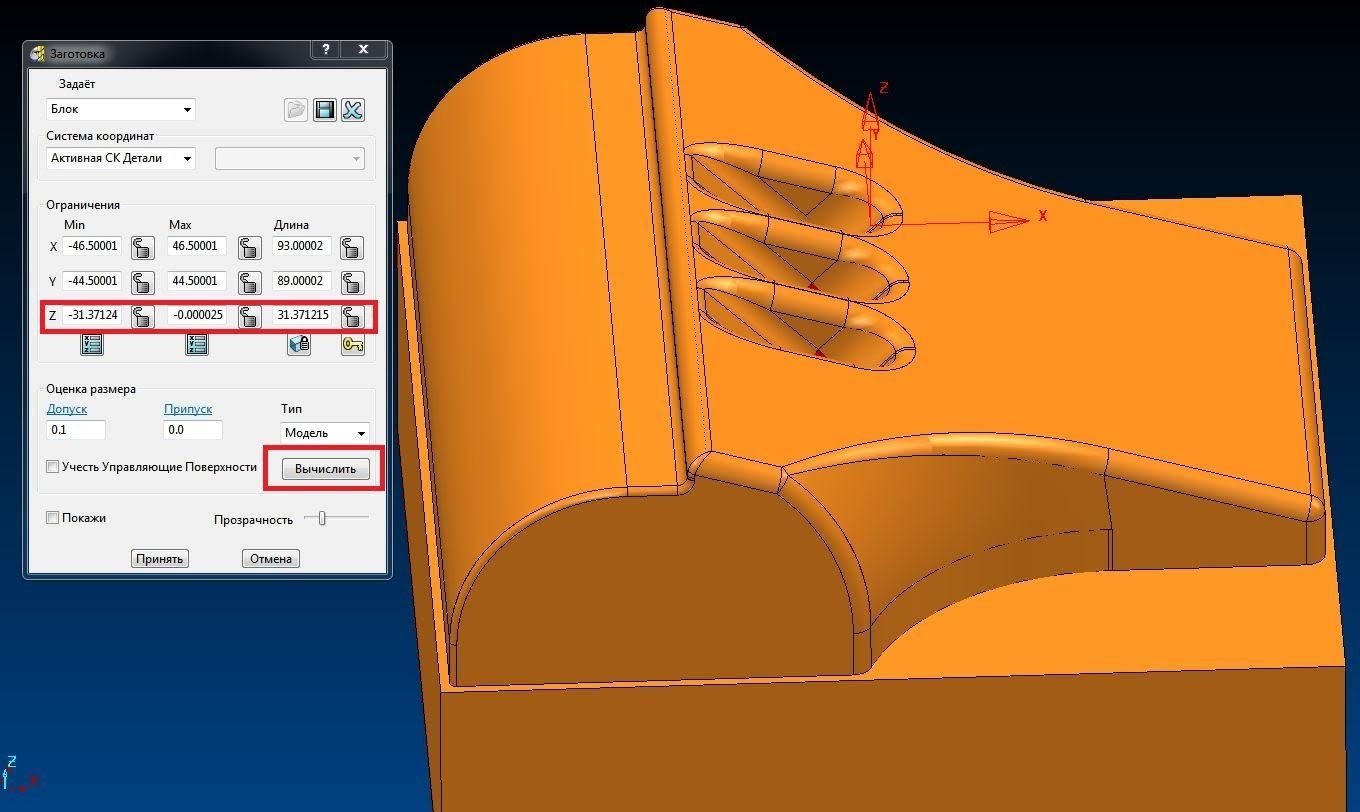
После добавления инструмента определяем границы обработки, задавая геометрию заготовки. Нажимаем кнопку "вычислить", тем самым заключая всю геометрию в параллелепипед. Т.к. заготовка будет обрабатываться в тисах, и будет зажата на уровне -35, то глубже этого уровня не лезем.
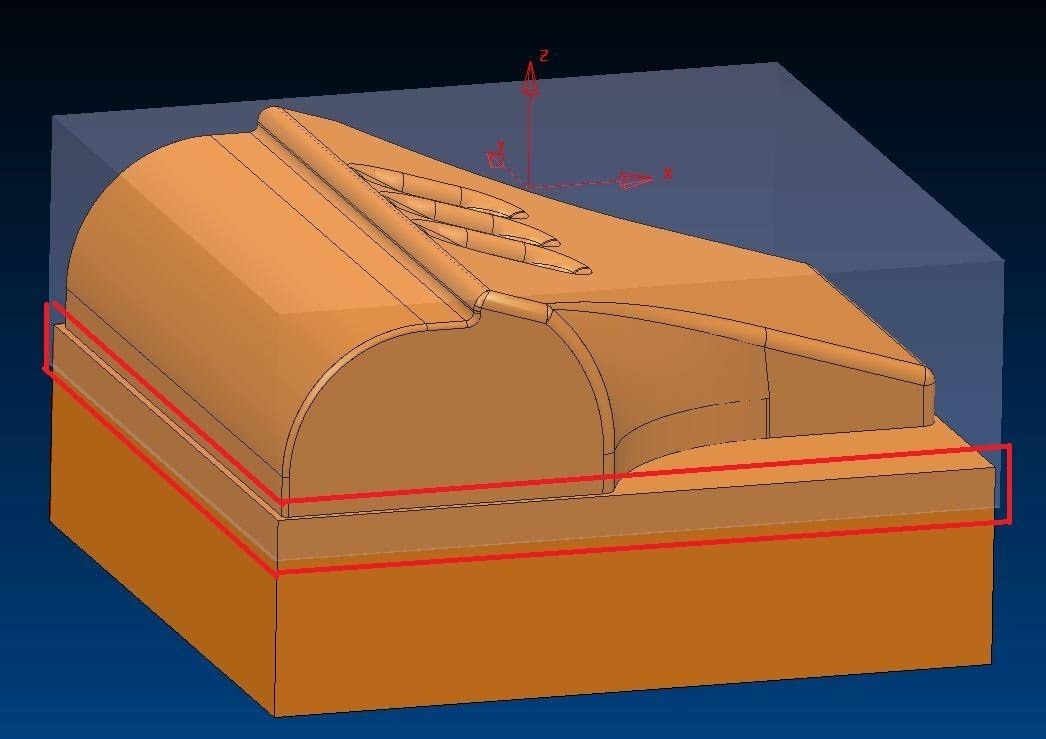
Красным выделена область, так называемый наверочный кубик. По нему парни на электроэррзии быстро и просто найдут индикатором середину электрода для наверки на их станках. Момент важный, т.к. медь мягкая - гнется, мнется и всячески деформируется. Кто работал с распиздяями, тот меня поймет - никому нельзя доверять).
Собственно в первую очередь нам нужно убрать лишнее "мясо", желательно с припуском. Для этого выбираем стратегию "выборки", т.к. она не соединяет проходы по прямой или по поверхности в толще металла.
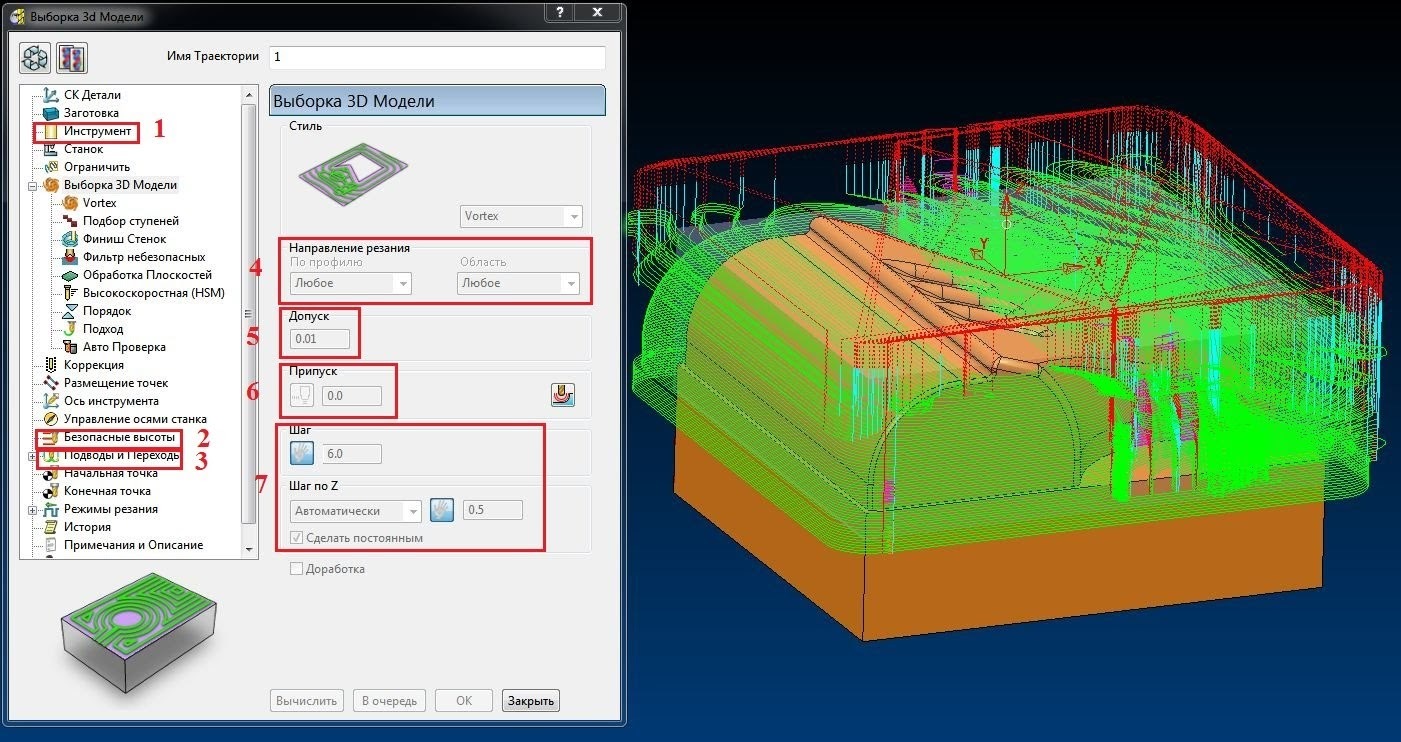
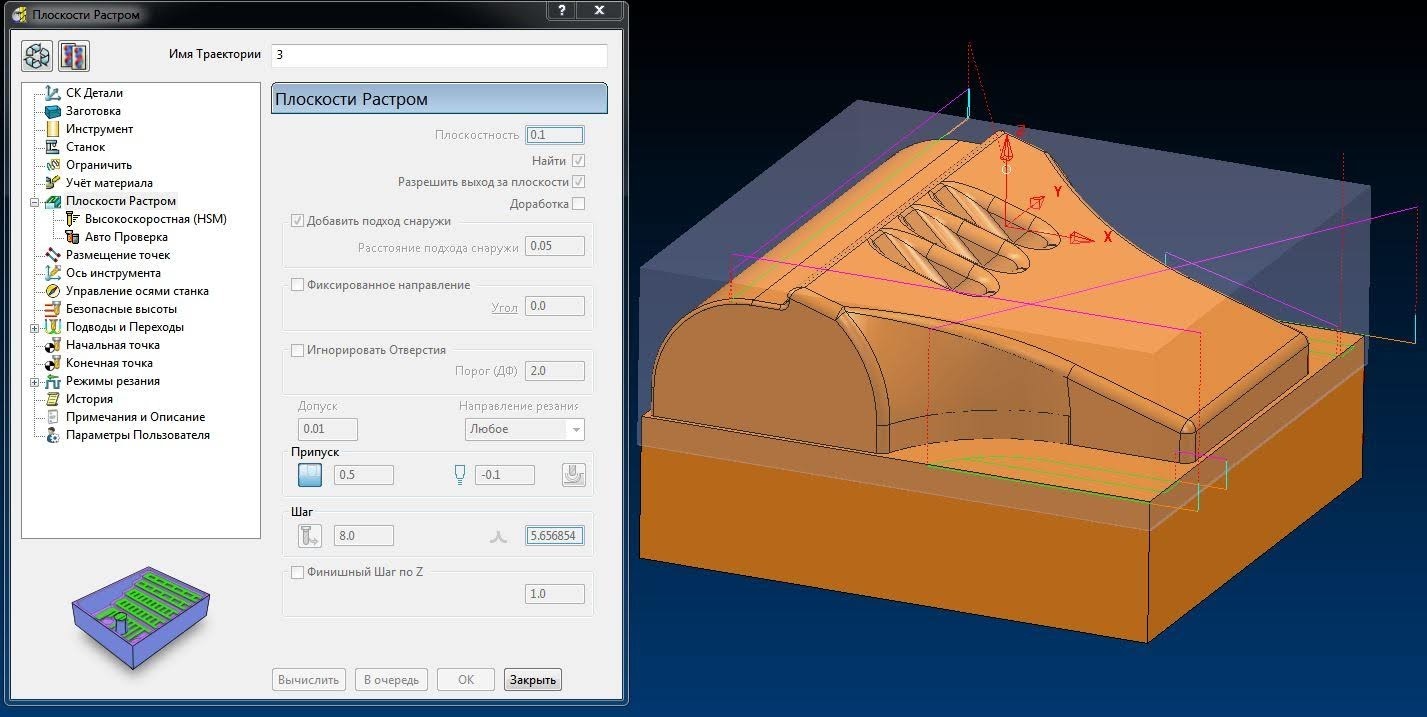
Итак, по порядку:
1 - Выбираем ранее созданный инструмент;
2 - Определяем безопасные высоты перемещения инструмента;
3 - Подводы,отводы и переходы задаются для обеспечения захода инструменнта вне металла во избежание ударов, зарезов, столкновений, поломки инструмента, уменьшение осевых и радиальных нагрузок на инструмент при врезании;
4 - направление резания( встречное-попутное; прямое-обратное; левое-правое) тоже в какой-то мере служит для регулирования нагрузок на инструмент, на чистоту поверхностей и на сокращение количества и длины холостых ходов;
5 -. Допуск обеспечивает точность размещения точек траектории относительно номинала(количество строк, итоговый размер файла программы, скорость отработки станком);
6 - Собственно припуск);
7 - Шаги обработки(шаг фрезы в миллиметрах, относительно геометрии заготовки) задают объем съема металла.
Промежуточный итог получается такой
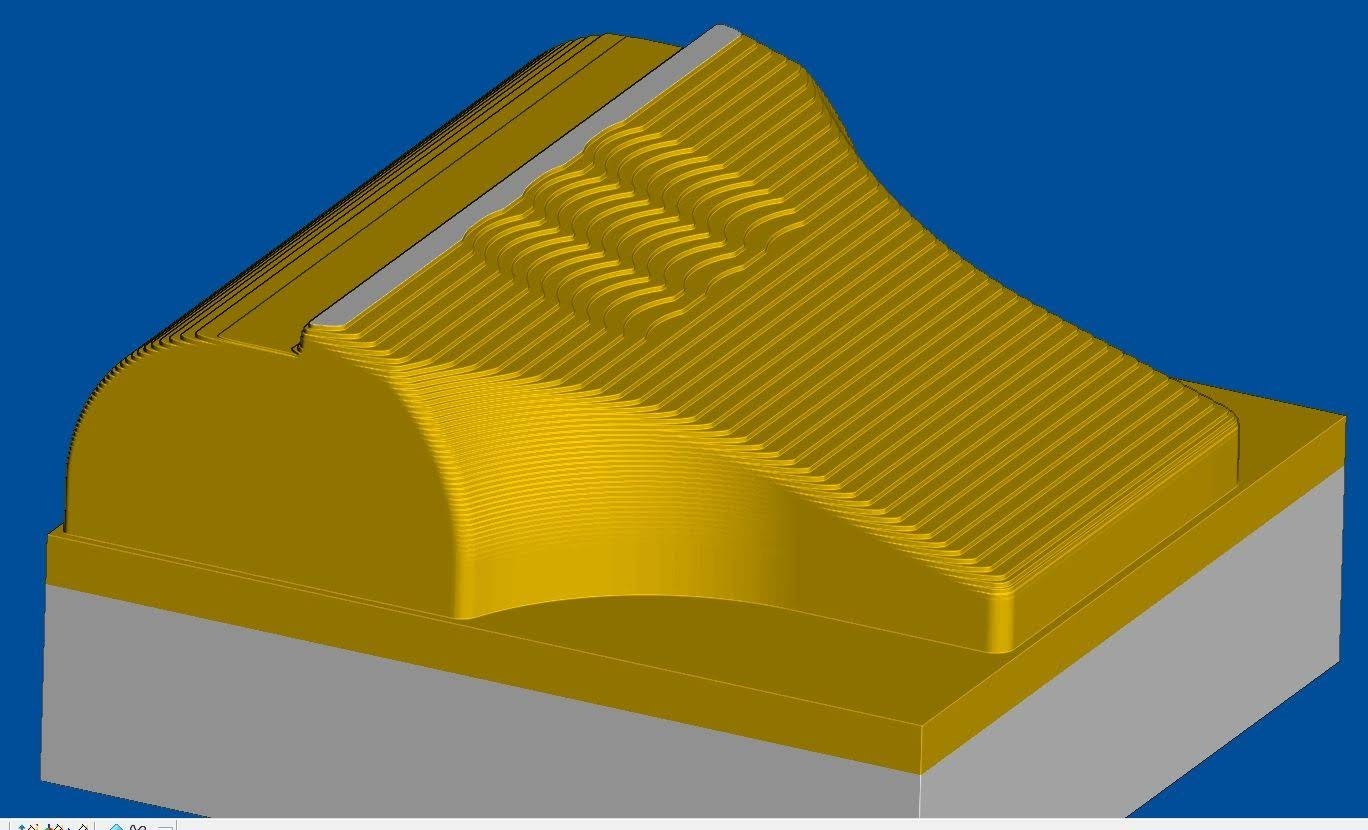
Все наклонные и сплайновые поверхности получились рубленые, но так и надо - это ведь черновой съем металла.
Дальше мы этой же фрезой обработаем плоскости не доходя до стенок, но с чистовым размером по Z, что обеспечим припусками.
И результат
Выделенную область тоже обрабатываем с припуском, но уже меньшим инструментом, т.к. предыдущий инструмент туда не залез. Делать будем D4R0.
Ну и промежуточный результат
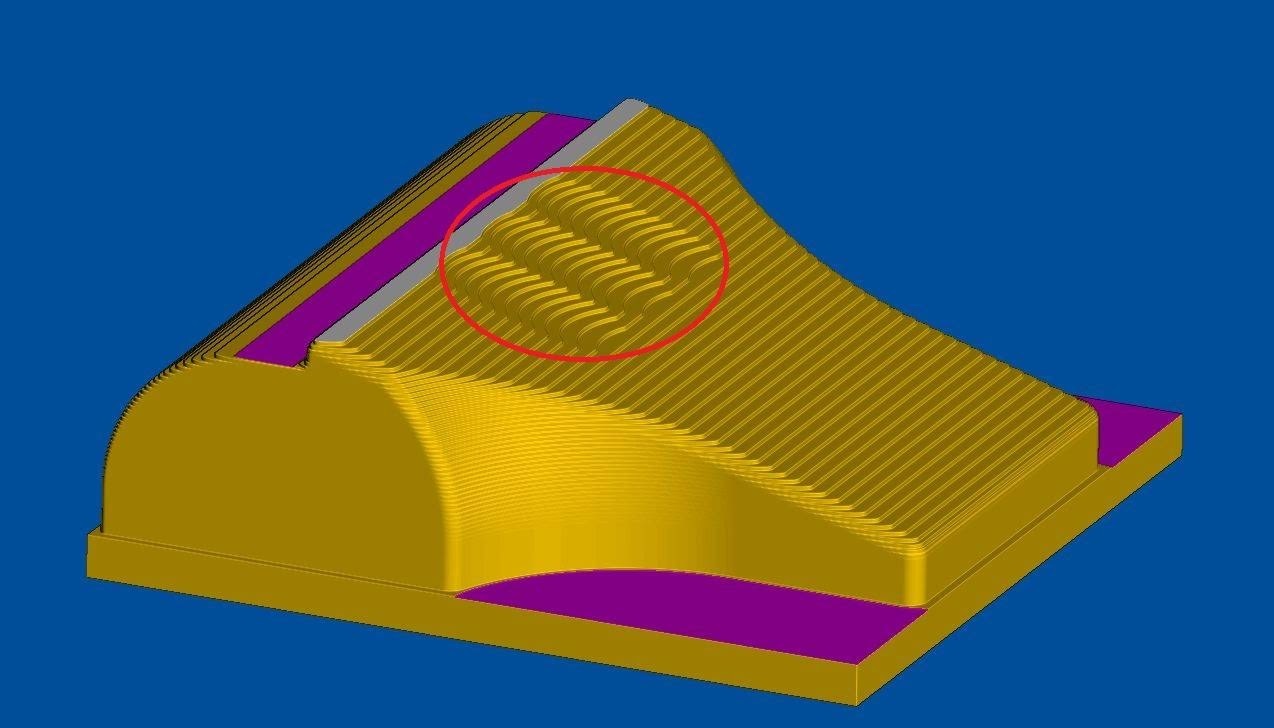
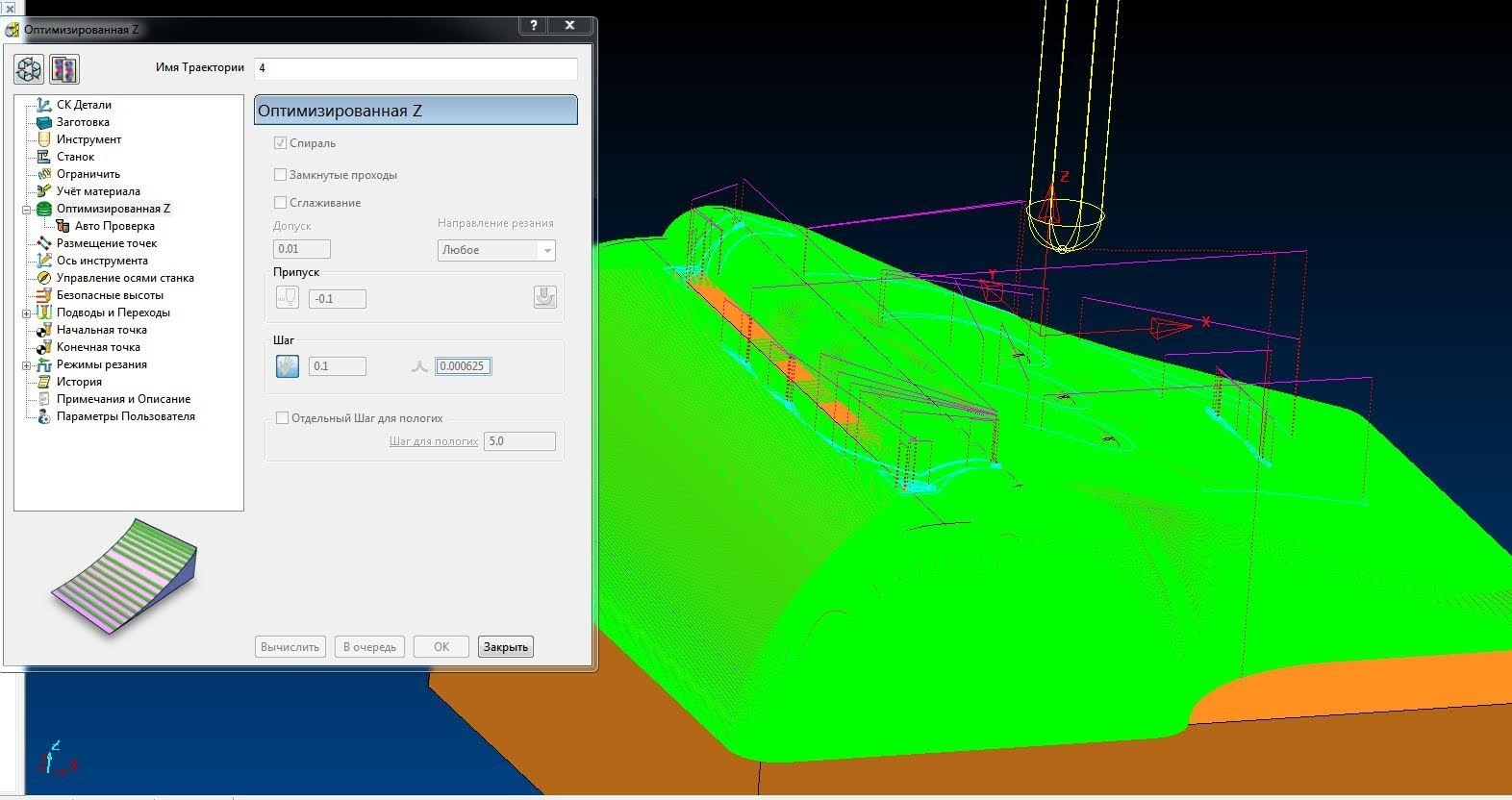
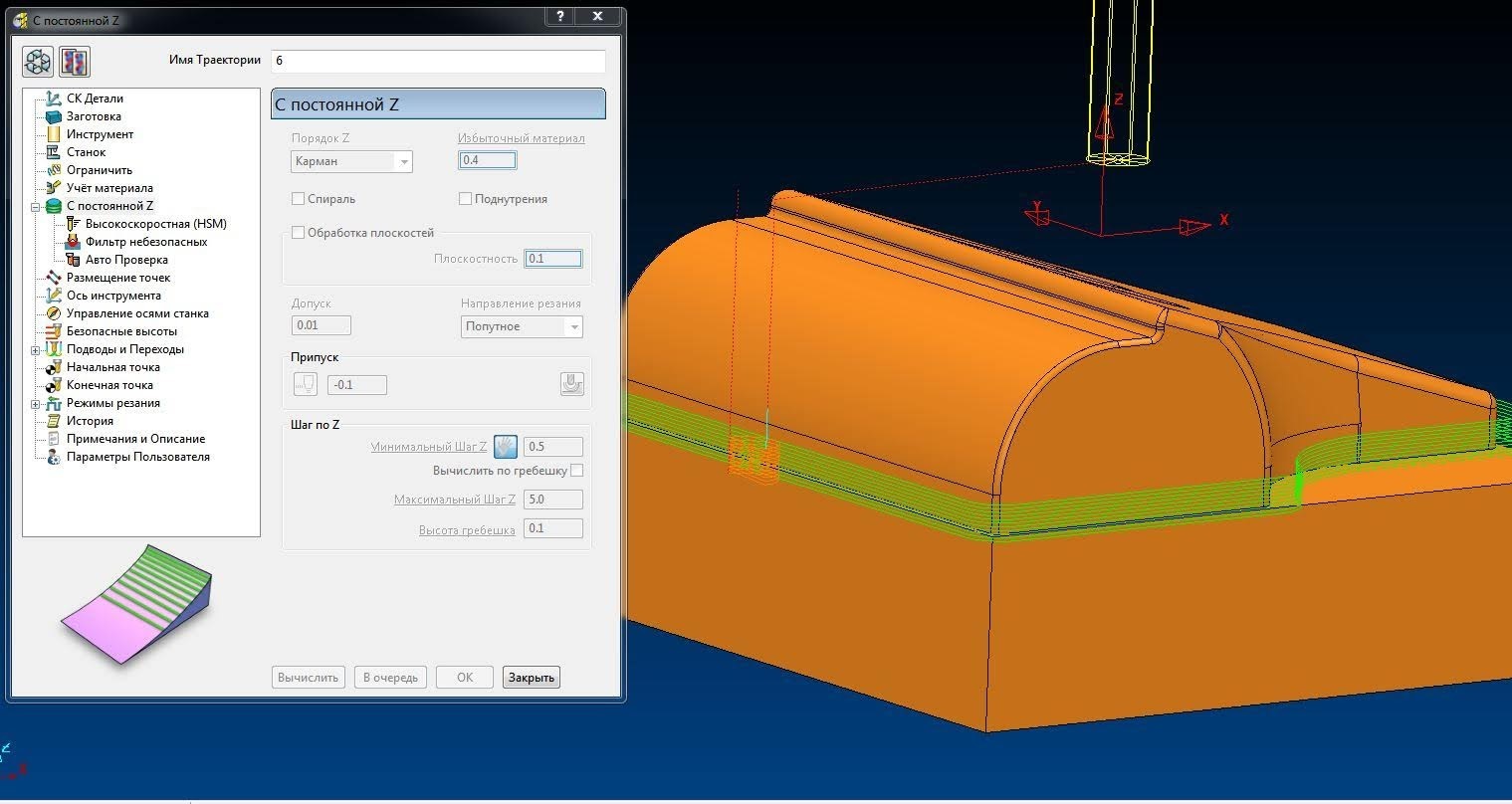
Дальше почистим всю фигуру шаровой фрезой D8R4. В параметрах траектории можете обратить внимание, что автоматически показывает примерную шероховатость в зависимости от шага.
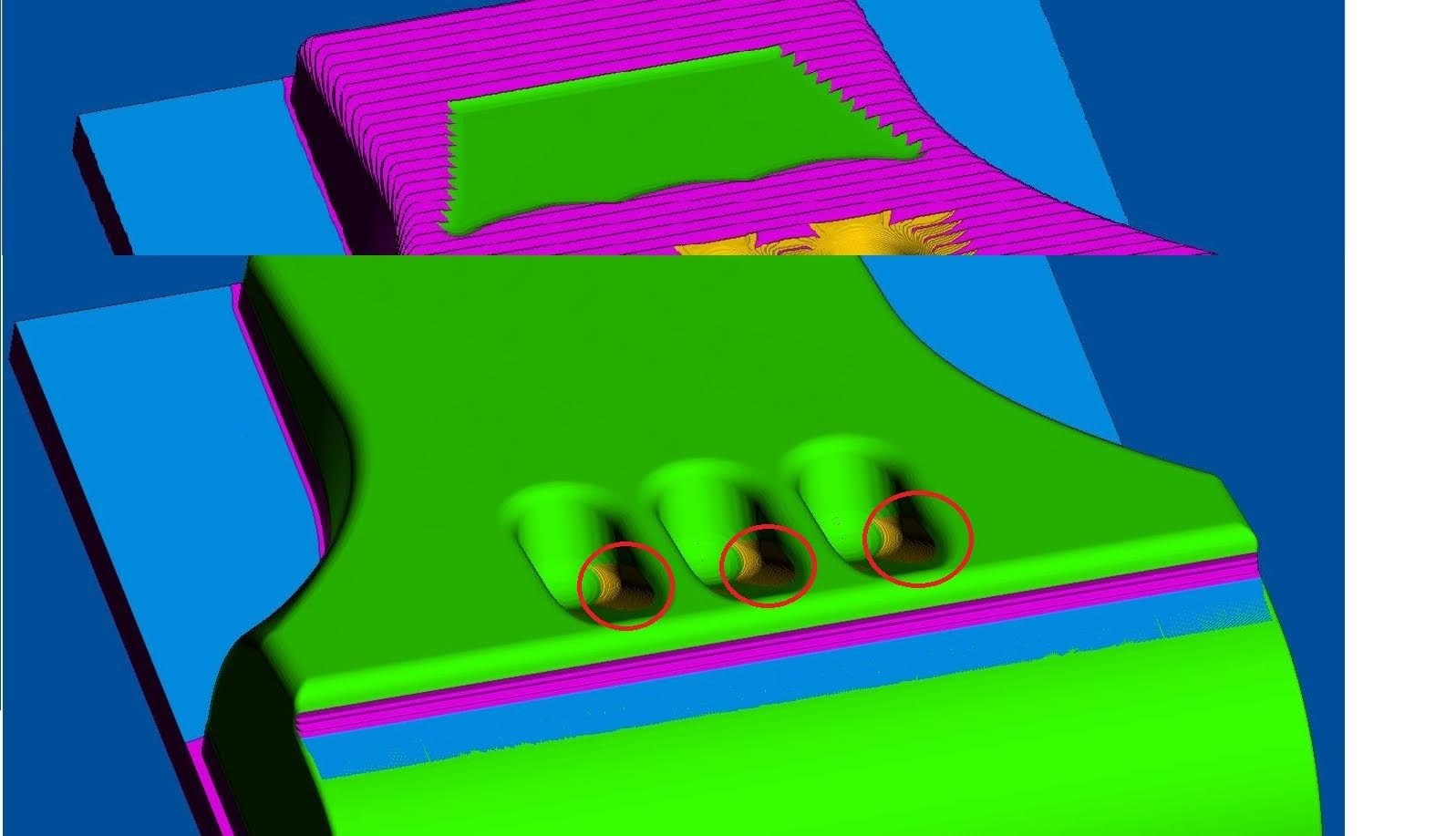
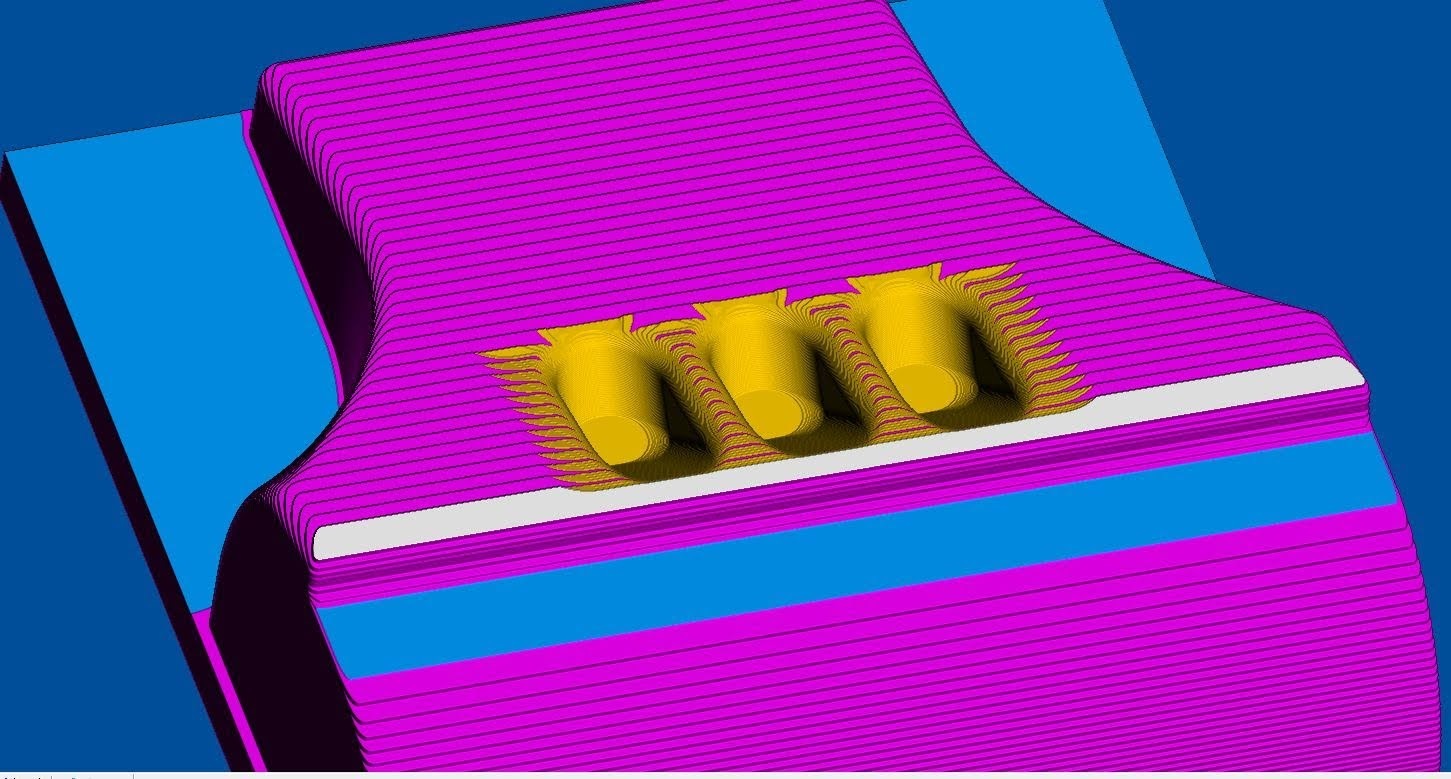
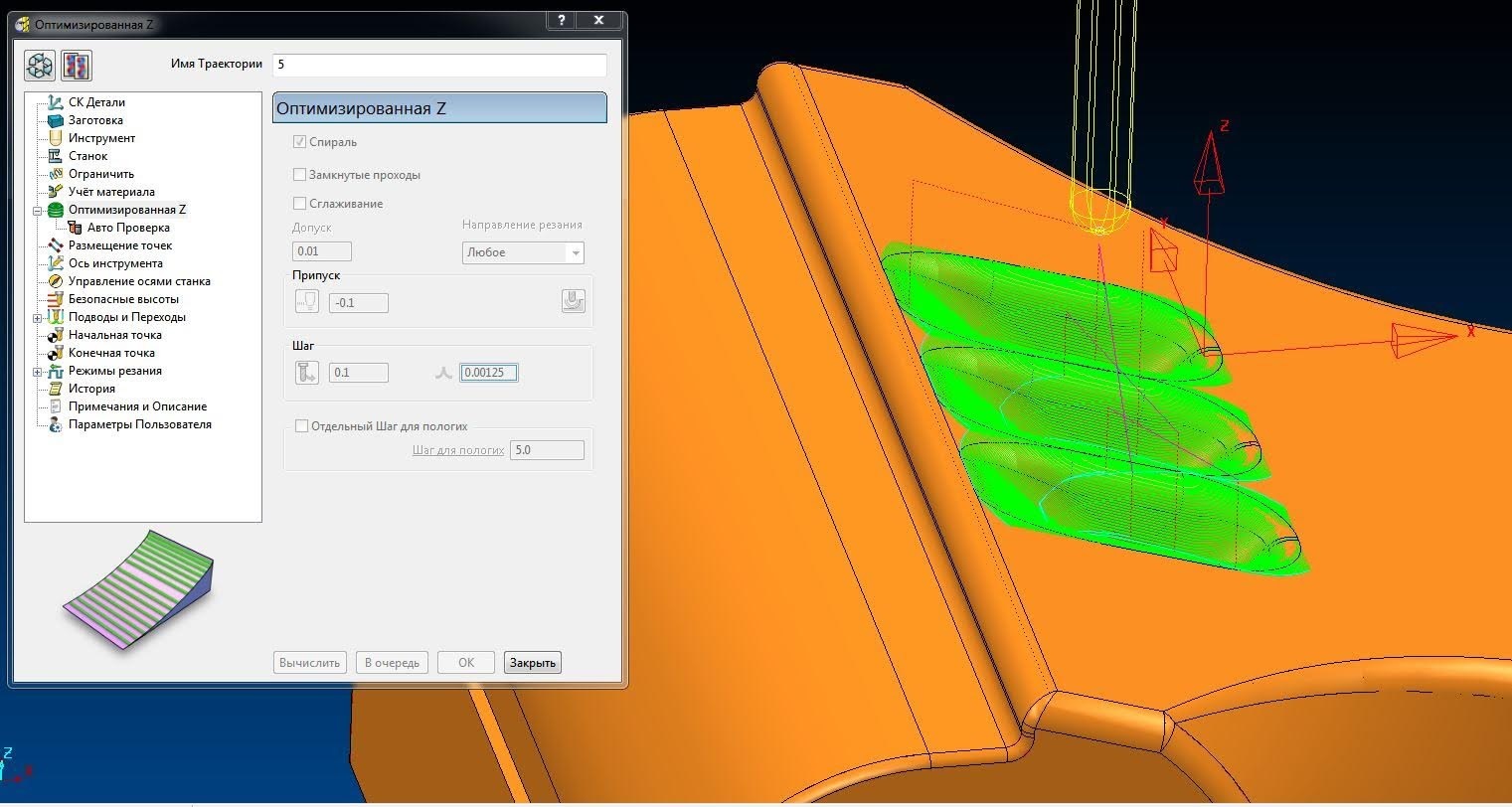
Дальше уберем оставшееся мясцо внутри карманов. D4R2
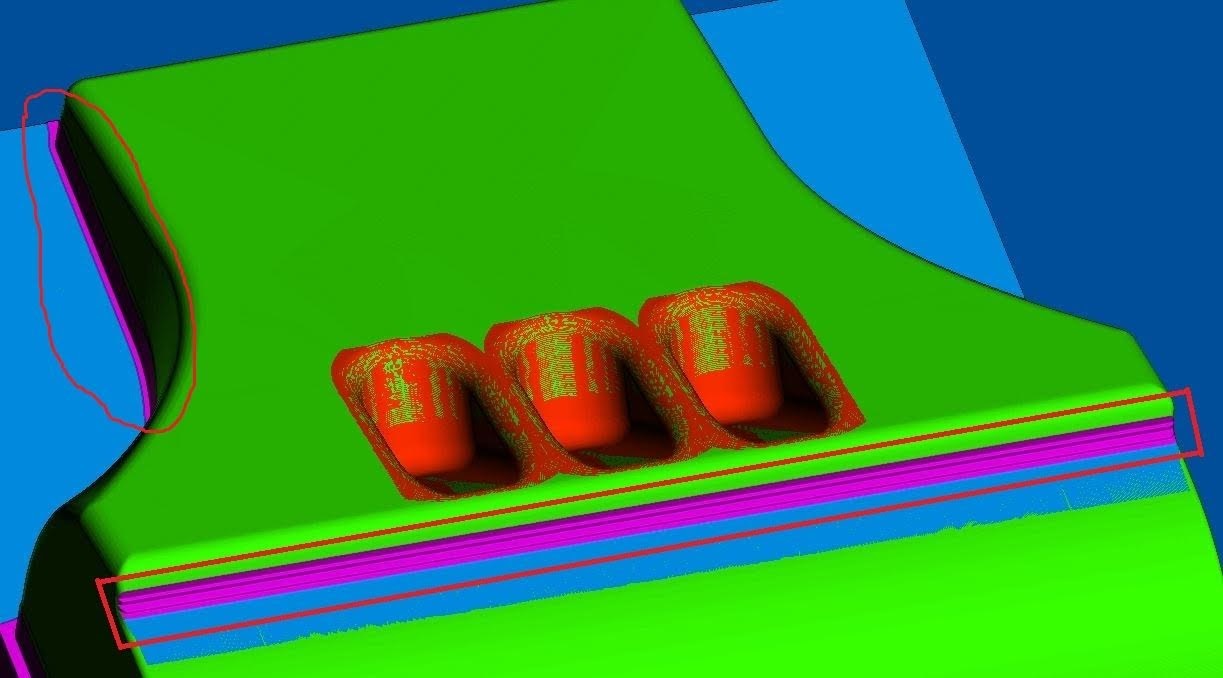
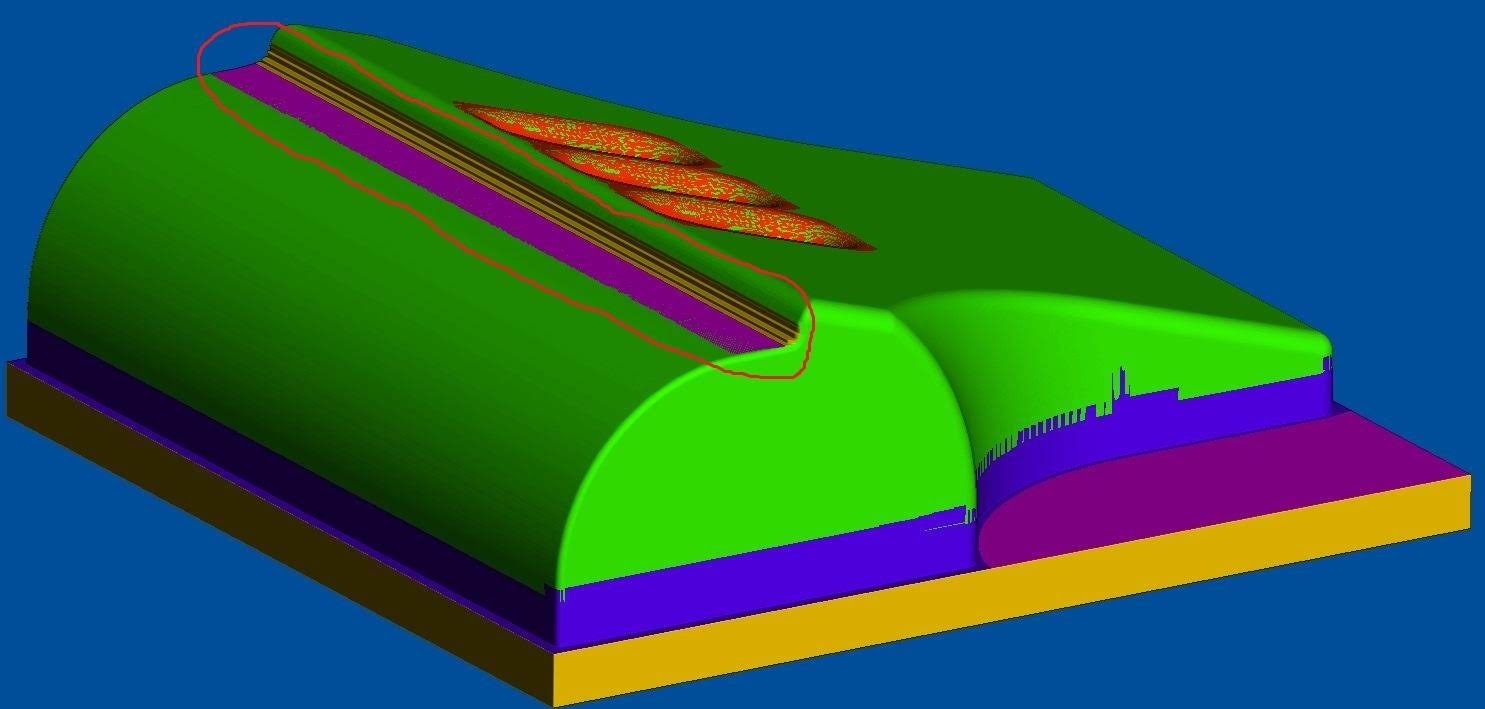
В выделенных красными линиями областях остали участки, которые не смогли достать фрезой D8R4, т.к при обработке отвесных стенок нужно опускать фрезу ниже обрабатываемой линии на радиус инструмента при вершине.
Уберем мы это торцевой фрезой D8R0. Можно было бы и уже использовавшейся фрезой D16R0, но это сделано специально, т.к. инструмент имеет свойство "подсаживаться" по диаметру, а так и оператор не тупанет и инструмент будет обмерян, прежде чем загрузят в станок.
Ну и по традиции...
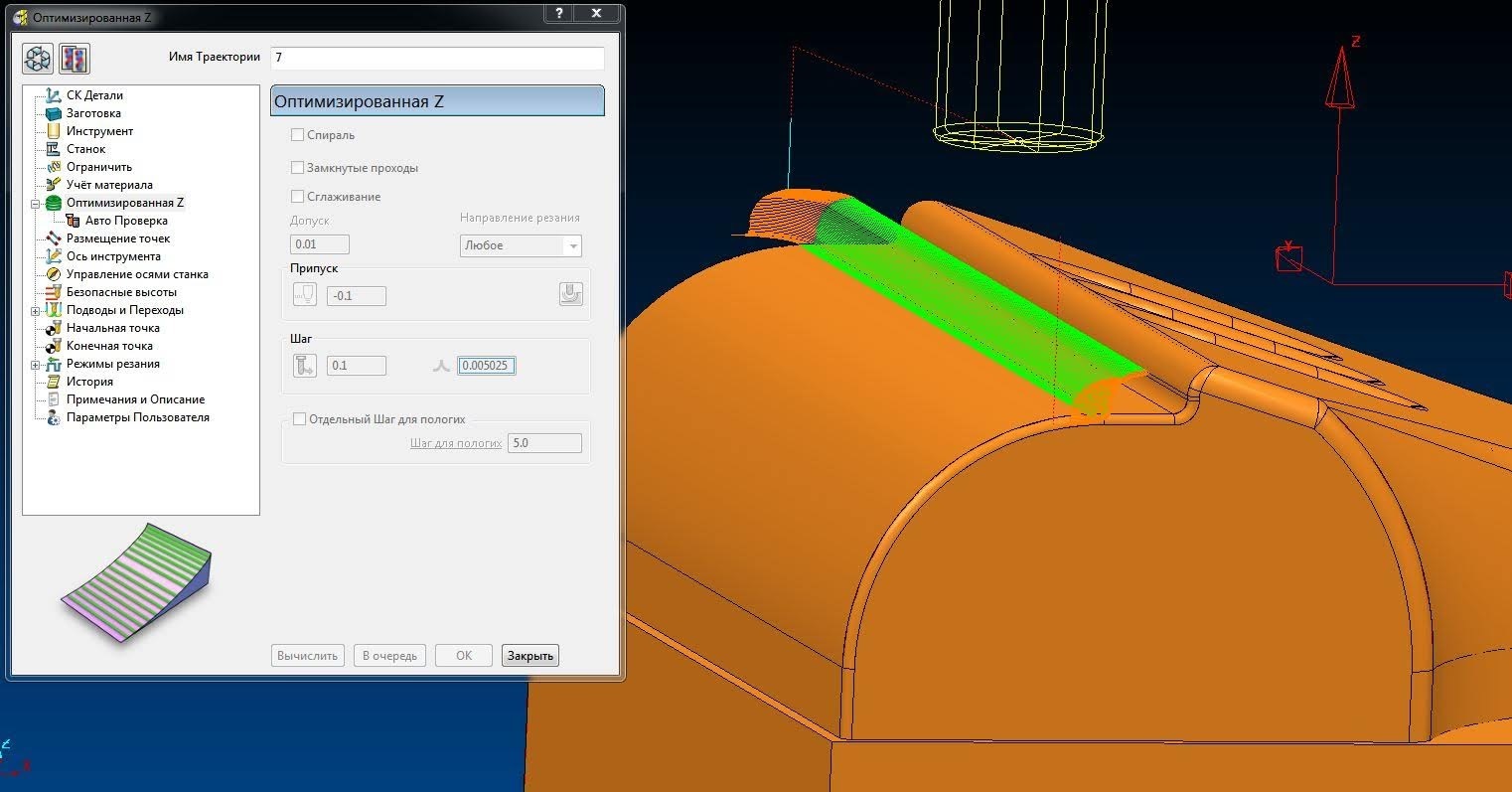
Осталось обработать последний радиусок фрезой D12R0.5.
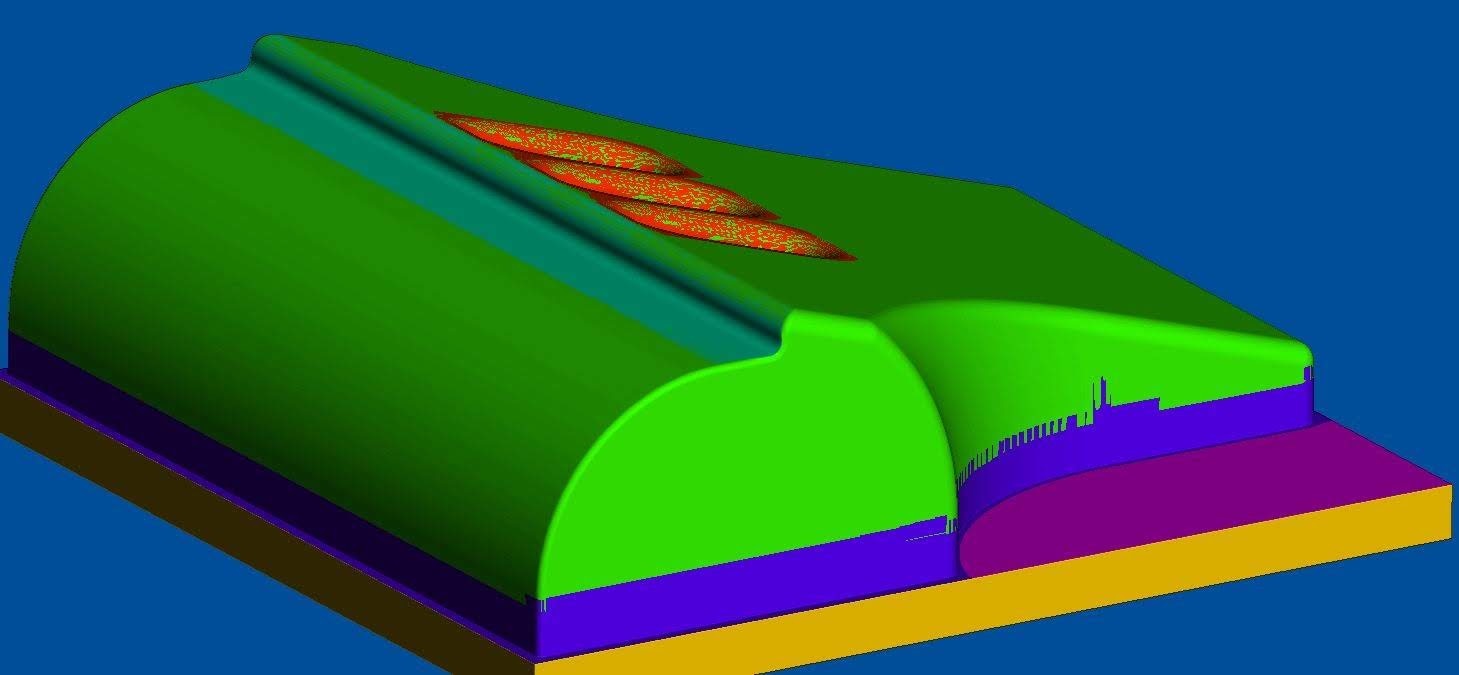
Ну и окончательно обработанная деталь.
Осталось скомпоновать траектории по инструменту и записать программы через постпроцессор, преобразующий все наши телодвижения в понятный для станка язык - G-коды. Постпроцессор заслуживает отдельной большой и нудной темы, так что затронем его в одном из следующих постов.
Уф. На сегодня все. Что-то перебор с буковами. Ну что ж добро пожаловать в комментарии, пообщаемся и отвечу на ваши вопросы. Дальше по планам еще рассмотреть комплексную обработки какой-нибудь матрицы с продигом, проволокой и прочими технологическими оперециями, среди которых нам приходится лавировать.
Спасибо за ваш труд, очень интересно и нужно для понимания процесса (я конструктор)
Приветствую, есть ли у вас опыт работы в MACH3?
Спасибо за статью!)