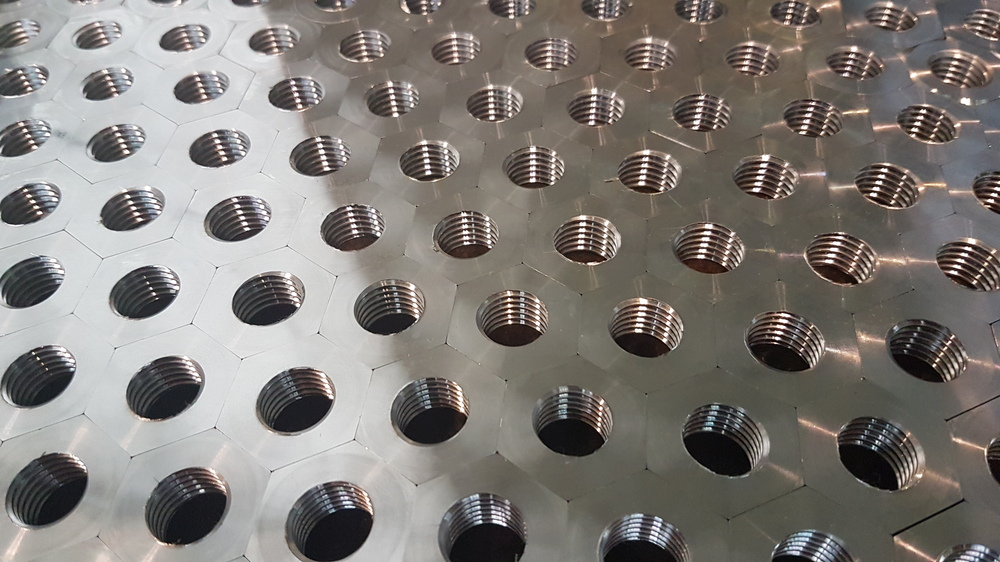

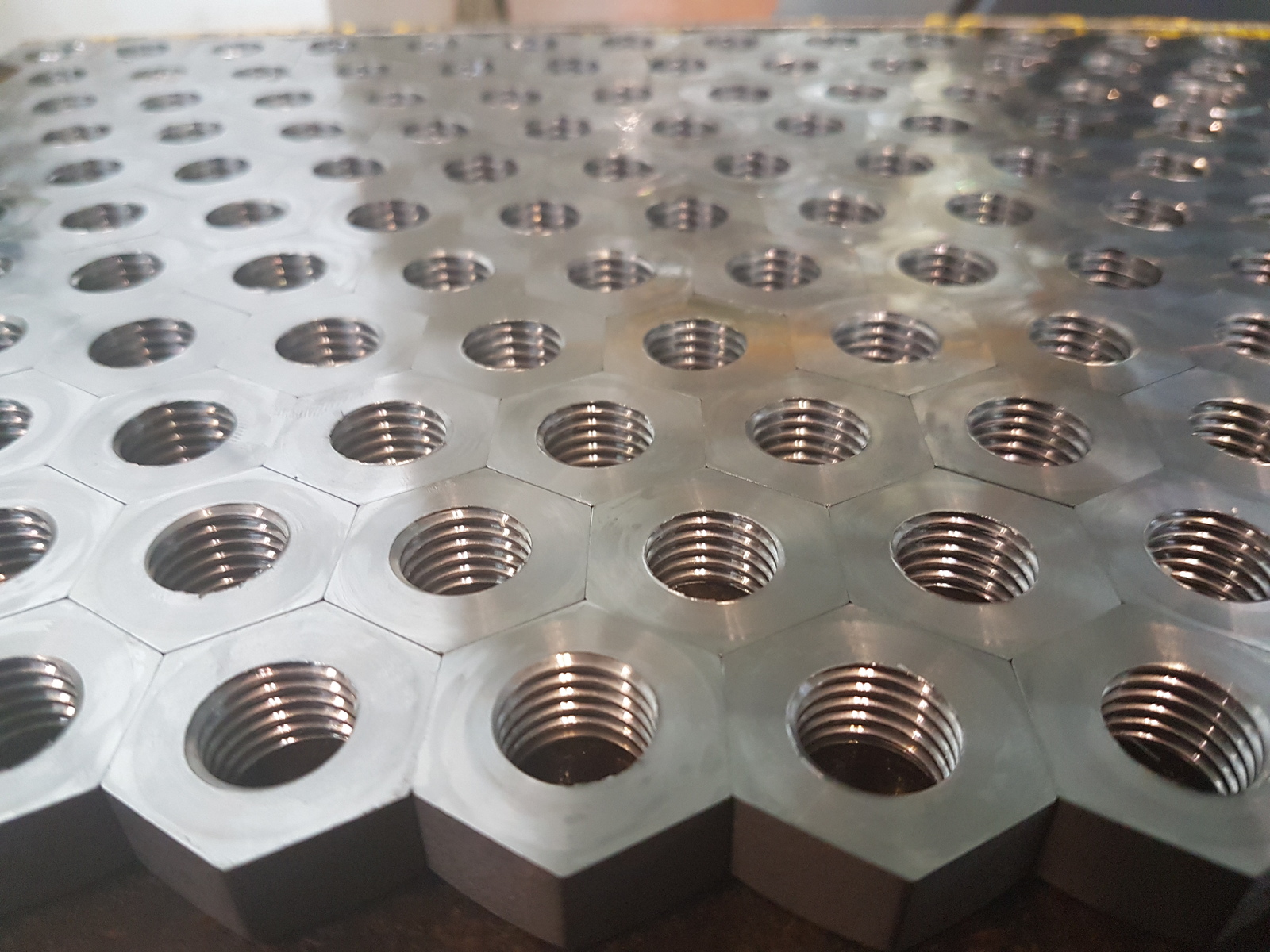
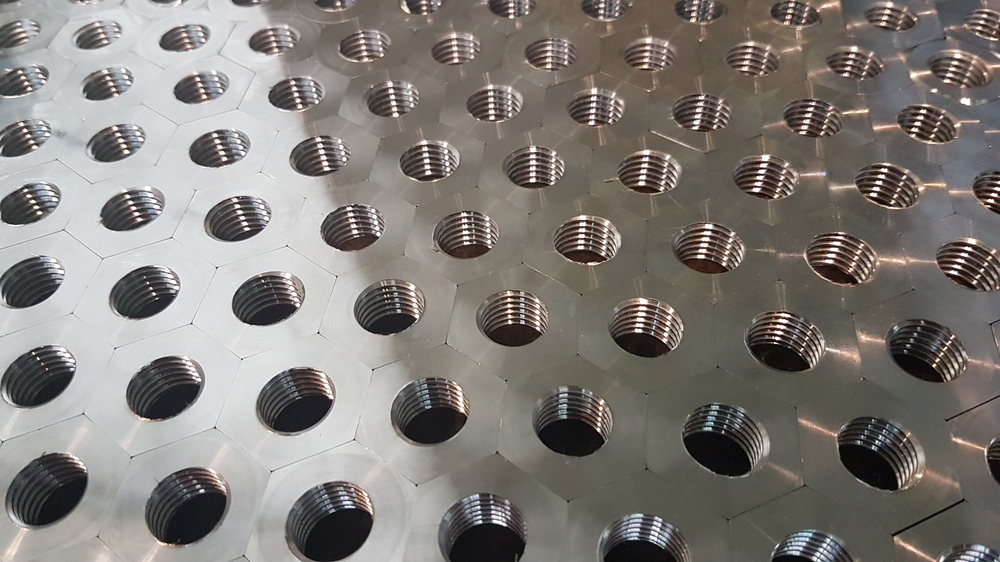
Фото с рабочего места
@Jdfox, у меня нубовопросы:
1. можно узнать модель ЧПУ?
2. Как резьба делается? Тоже на ЧПУ или отдельно нарезаете?
обоина клевая может получится , если немного по-другому сфоткать. попробуй пожалуйста!
@Jdfox, есть пара вопросов:
1. Почему при сверлении сож подается не постоянно?
2. При снятии фаски и работе отрезного резца слышен скрип, как когда из-за низкой жесткости происходит дробление?
3. Для формирования граней нельзя было расположить фрезу радиально, взять её соответственно помощнее и делать грань за один проход?
да ладно... судя по ГОСТу это исполнение 2, если в ГОСТе есть, значит где-то используют... Точняк! На манер шляпки болта при накручивании на шпильку!
не парься, ЧПУ на больших партиях необходим, ты скажи лучше почему фаска не нужна? шоркать ведь будет, поверхность портить...
Потому что блять это не зависит от токаря, какой приход будет у руководства так и будут делать, мы например как то с шестигранника точили кругляк.